

Recent fab

This is Matt the big guy with the white hatch that we were working on all night  The truck looks bad *** the "thermodynamic engineering" is pretty fancy.We will be down again so should we bring Crown Or Heiniken Better get some sleep now same for your neghbours.
The truck looks bad *** the "thermodynamic engineering" is pretty fancy.We will be down again so should we bring Crown Or Heiniken Better get some sleep now same for your neghbours.
The truck looks bad *** the "thermodynamic engineering" is pretty fancy.We will be down again so should we bring Crown Or Heiniken Better get some sleep now same for your neghbours.

Thread Starter
Honda-Tech Member
Joined: Jun 2006
Posts: 978
Likes: 0
From: Abbotsford, BC
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by 90dxhmt »</TD></TR><TR><TD CLASS="quote">This is Matt the big guy with the white hatch that we were working on all night The truck looks bad *** the "thermodynamic engineering" is pretty fancy.We will be down again so should we bring Crown Or Heiniken Better get some sleep now same for your neghbours.</TD></TR></TABLE>
Are you going to come down with Levi this weekend? I gotta make an exhaust for his peakboost kit apparently.
The truck looks bad *** the "thermodynamic engineering" is pretty fancy.We will be down again so should we bring Crown Or Heiniken Better get some sleep now same for your neghbours.</TD></TR></TABLE> Are you going to come down with Levi this weekend? I gotta make an exhaust for his peakboost kit apparently.
No i wont be coming i just rebuilt a motor it was smoking because it had a cracked sleeve Levi will be coming down im just finishing up installing all his gauges etc and the kit should be in tommorow i believe.I will be back down in winter to fab a cage up if your still down for that 
Levi will be coming down im just finishing up installing all his gauges etc and the kit should be in tommorow i believe.I will be back down in winter to fab a cage up if your still down for that


Thread Starter
Honda-Tech Member
Joined: Jun 2006
Posts: 978
Likes: 0
From: Abbotsford, BC
Yeah I use the sanitary tri clamps for v bands, I never use the traditional ones because I like the tool free clamp, they are better quality, and cheaper. Yeah I post in the fab forum on the vortex here and there.
Thanks for the props guys. I've got some 5 cyl audi manifolds to build soon, those will be some fun collectors
Thanks for the props guys. I've got some 5 cyl audi manifolds to build soon, those will be some fun collectors
Honda-Tech Member
Joined: Aug 2005
Posts: 969
Likes: 0
From: abbotsford, bc, canada
hey dave i got a few questions here.
my pipe welds are consistant, but on my inner weld where its back purged, the weld pool almost looks like its wavering all over the place. (gas is 30, amps 55)
is this because my gas flow is to high on the torch, and pushing the pool around?
i mean its not a big deal cause i just die grind the weld on the inside, like usual.
any ideas?
my pipe welds are consistant, but on my inner weld where its back purged, the weld pool almost looks like its wavering all over the place. (gas is 30, amps 55)
is this because my gas flow is to high on the torch, and pushing the pool around?
i mean its not a big deal cause i just die grind the weld on the inside, like usual.
any ideas?
Thread Starter
Honda-Tech Member
Joined: Jun 2006
Posts: 978
Likes: 0
From: Abbotsford, BC
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by shortyz21 »</TD></TR><TR><TD CLASS="quote">hey dave i got a few questions here.
my pipe welds are consistant, but on my inner weld where its back purged, the weld pool almost looks like its wavering all over the place. (gas is 30, amps 55)
is this because my gas flow is to high on the torch, and pushing the pool around?
i mean its not a big deal cause i just die grind the weld on the inside, like usual.
any ideas?</TD></TR></TABLE>
Likely, its just hand control, its easy to make the OD weld look good, its fairly difficult to make the ID weld look good, making both look good at the same time is hectic Like the weld I posted earlier, the ID looks slightly better than the OD, although both are plenty acceptable.
You say your gas is at 30... is that your purge or your cup? What size and type of tungsten? What cup size? On the outlet of your purged pipe how big of a hole do you have for the gas to escape?
my pipe welds are consistant, but on my inner weld where its back purged, the weld pool almost looks like its wavering all over the place. (gas is 30, amps 55)
is this because my gas flow is to high on the torch, and pushing the pool around?
i mean its not a big deal cause i just die grind the weld on the inside, like usual.
any ideas?</TD></TR></TABLE>
Likely, its just hand control, its easy to make the OD weld look good, its fairly difficult to make the ID weld look good, making both look good at the same time is hectic
Like the weld I posted earlier, the ID looks slightly better than the OD, although both are plenty acceptable. You say your gas is at 30... is that your purge or your cup? What size and type of tungsten? What cup size? On the outlet of your purged pipe how big of a hole do you have for the gas to escape?
Thread Starter
Honda-Tech Member
Joined: Jun 2006
Posts: 978
Likes: 0
From: Abbotsford, BC
Heres the last manifold I made for the baja1000 this year, this is for one of the main race trucks, we ceramic coated it in the bling finish. My supplier ran out of of the smooth 45* bends so the orange peel look on some parts is not the cerma coat but just rough weld el's.


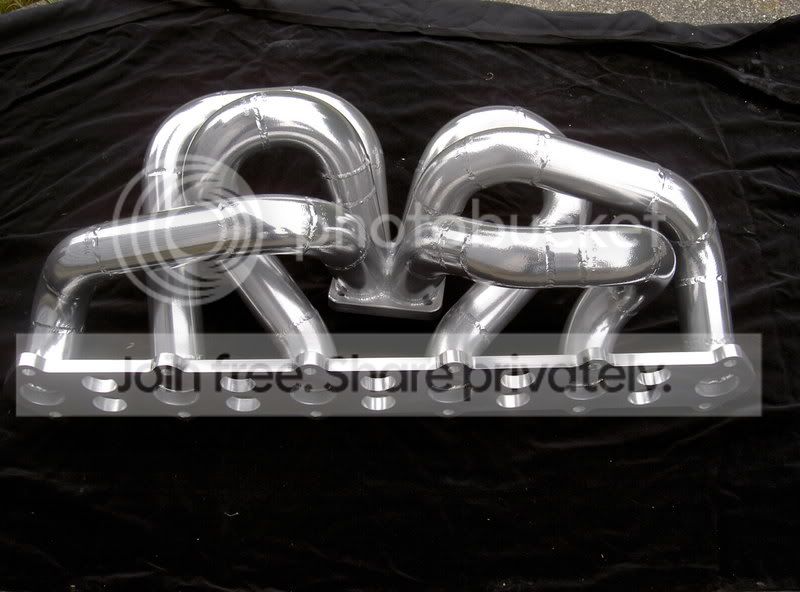

Don't know how many of you guys have tried making 1.5"sch 40 collectors for split turbine on a 6cyl engine but its quite time consuming! I don't weld the inside of my collectors, The collectors are milled so the fitup is good, that said though I actually cut this specific collector with a dry cut saw.


Don't know how many of you guys have tried making 1.5"sch 40 collectors for split turbine on a 6cyl engine but its quite time consuming! I don't weld the inside of my collectors, The collectors are milled so the fitup is good, that said though I actually cut this specific collector with a dry cut saw.













Honda-Tech Member
Joined: Aug 2005
Posts: 969
Likes: 0
From: abbotsford, bc, canada
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by dave@passenger »</TD></TR><TR><TD CLASS="quote">
Likely, its just hand control, its easy to make the OD weld look good, its fairly difficult to make the ID weld look good, making both look good at the same time is hectic Like the weld I posted earlier, the ID looks slightly better than the OD, although both are plenty acceptable.
You say your gas is at 30... is that your purge or your cup? What size and type of tungsten? What cup size? On the outlet of your purged pipe how big of a hole do you have for the gas to escape?</TD></TR></TABLE>
my hand control is pretty good because the outside weld is quite consistant.
3/32 tungsten, my cup is the smaller one then original, the same ones the everyone uses on that piping. (well same as I&J's). i tape the other end of my pipe and poke about 5 holes with the filler wire. gas purge is around 20.
Likely, its just hand control, its easy to make the OD weld look good, its fairly difficult to make the ID weld look good, making both look good at the same time is hectic
Like the weld I posted earlier, the ID looks slightly better than the OD, although both are plenty acceptable. You say your gas is at 30... is that your purge or your cup? What size and type of tungsten? What cup size? On the outlet of your purged pipe how big of a hole do you have for the gas to escape?</TD></TR></TABLE>
my hand control is pretty good because the outside weld is quite consistant.
3/32 tungsten, my cup is the smaller one then original, the same ones the everyone uses on that piping. (well same as I&J's). i tape the other end of my pipe and poke about 5 holes with the filler wire. gas purge is around 20.
Thread Starter
Honda-Tech Member
Joined: Jun 2006
Posts: 978
Likes: 0
From: Abbotsford, BC
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by shortyz21 »</TD></TR><TR><TD CLASS="quote">
my hand control is pretty good because the outside weld is quite consistant.
3/32 tungsten, my cup is the smaller one then original, the same ones the everyone uses on that piping. (well same as I&J's). i tape the other end of my pipe and poke about 5 holes with the filler wire. gas purge is around 20. </TD></TR></TABLE>
What type of tungsten? 3/32 is a bit big but its what I used on that weld above because that was onsite, so I was using scratch start, the 1/16 and .040" tungstens get messed up to easy with scratch start. When I weld this stuff in the shop I use a .040" or a 1/16" tungsten. What size cup are the guys at I&J using? I use a #8 with a gas lens for pretty much everything.
Are you using any sort of remote amperage control?
my hand control is pretty good because the outside weld is quite consistant.
3/32 tungsten, my cup is the smaller one then original, the same ones the everyone uses on that piping. (well same as I&J's). i tape the other end of my pipe and poke about 5 holes with the filler wire. gas purge is around 20. </TD></TR></TABLE>
What type of tungsten? 3/32 is a bit big but its what I used on that weld above because that was onsite, so I was using scratch start, the 1/16 and .040" tungstens get messed up to easy with scratch start. When I weld this stuff in the shop I use a .040" or a 1/16" tungsten. What size cup are the guys at I&J using? I use a #8 with a gas lens for pretty much everything.
Are you using any sort of remote amperage control?
Honda-Tech Member
Joined: Aug 2005
Posts: 969
Likes: 0
From: abbotsford, bc, canada
2% thoriated.
duno bout cup, just always had extras laying around and never bothered to find out haha
i use a remote thumb control wheel thing.. i just crank it up to max and start my weld. like 53-55 amps.
duno bout cup, just always had extras laying around and never bothered to find out haha
i use a remote thumb control wheel thing.. i just crank it up to max and start my weld. like 53-55 amps.
Thread Starter
Honda-Tech Member
Joined: Jun 2006
Posts: 978
Likes: 0
From: Abbotsford, BC
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by shortyz21 »</TD></TR><TR><TD CLASS="quote">2% thoriated.
duno bout cup, just always had extras laying around and never bothered to find out haha
i use a remote thumb control wheel thing.. i just crank it up to max and start my weld. like 53-55 amps.</TD></TR></TABLE>
Definitely hand control than, don't worry its not because your not a decent welder or anything! To make good I.D. welds and making good O.D. welds are completely different. When making a good O.D. weld you kinda watch the eye of the weld, but you mostly watch the outside of the puddle... that is what will give you visually pleasing consistency. To make great I.D. welds (and good welds in general) You need to focus on the "eye" or center of the puddle, theres a certain kind of feel you develop for it esepecially for full penn welds.
duno bout cup, just always had extras laying around and never bothered to find out haha
i use a remote thumb control wheel thing.. i just crank it up to max and start my weld. like 53-55 amps.</TD></TR></TABLE>
Definitely hand control than, don't worry its not because your not a decent welder or anything! To make good I.D. welds and making good O.D. welds are completely different. When making a good O.D. weld you kinda watch the eye of the weld, but you mostly watch the outside of the puddle... that is what will give you visually pleasing consistency. To make great I.D. welds (and good welds in general) You need to focus on the "eye" or center of the puddle, theres a certain kind of feel you develop for it esepecially for full penn welds.

Thread
Thread Starter
Forum
Replies
Last Post