

What am I doing wrong-- <<PICTURES INSIDE>>

Thread Starter
Honda-Tech Member
Joined: Nov 2003
Posts: 1,025
Likes: 0
From: UT
I picked this tig/stick welder up about 2 weeks ago and finally figured out how to wire it up for 220 in my garage....

I started to fiddle with it a few days ago. The first day was a complete failure.. almost worse than my $80 fluxcore from autozone... just a bunch of blobs on a pipe.
I've been trying to weld on some SS pipe I had lying around for a downpipe (exhaust pipe) for my car I had a while back. After a little research, I come to find that SS is a little harder to weld than other things like mild steel. I've been practicing a couple days now with little improvement. I even tried to weld on some mild steel to see if it was THAT much of a difference. no luck. I understand that this takes alot of practice...but I think SOMETHING has to be wrong here... the welds just look too hideous. This is my first time tig welding EVER. The only other thing I've used has been like a autozone special fluxcore self feeding mig. Here are a few pictures of my catastrophe...



These next couple are (what I believe) the best welds I have produced... They were done on the mild steel...and they just aren't promising...


I don't think I'll ever be good enough to weld like a professional, but I just want my welds to not look like mashed potatoes. ANY criticism would be great and any and all tips are much appreciated. Thanks!
Modified by Mugen112 at 9:16 PM 8/25/2008
I started to fiddle with it a few days ago. The first day was a complete failure.. almost worse than my $80 fluxcore from autozone... just a bunch of blobs on a pipe.
I've been trying to weld on some SS pipe I had lying around for a downpipe (exhaust pipe) for my car I had a while back. After a little research, I come to find that SS is a little harder to weld than other things like mild steel. I've been practicing a couple days now with little improvement. I even tried to weld on some mild steel to see if it was THAT much of a difference. no luck. I understand that this takes alot of practice...but I think SOMETHING has to be wrong here... the welds just look too hideous. This is my first time tig welding EVER. The only other thing I've used has been like a autozone special fluxcore self feeding mig. Here are a few pictures of my catastrophe...
These next couple are (what I believe) the best welds I have produced... They were done on the mild steel...and they just aren't promising...
I don't think I'll ever be good enough to weld like a professional, but I just want my welds to not look like mashed potatoes. ANY criticism would be great and any and all tips are much appreciated. Thanks!
Modified by Mugen112 at 9:16 PM 8/25/2008
Honda-Tech Member
Joined: Dec 2007
Posts: 169
Likes: 0
From: maryland
I'm not familiar with a "square wave", however here are my pennies for the penny pot:
-Amperage is too high start with it around 30-50amps and go up as you see fit in small incriments. (I'd put it on 50A and only give it pedel till my puddle is the size I want it to be)
-Welds look contaminated: I wouldn't let the tungsten stick out more then a quarter of a inch out of the cup. Also make sure your argon is actually flowing out of the torch a sufficient amount I'd turn the regulator anywhere between 15psi and 25 psi.
So I'd personally start with your set up like so:
-amperage 30-50 (start small and work your way up
-regulator 15-25 (I'd start on 15psi)
-tungsten VERY SHARP! (I use a belt sander and I prefer the sharpend side between 1/4" and 3/8" long on a 1/8" tungsten)
-move your torch hand in small increments till you get the hang of it
-add fill rod with rythem
-Amperage is too high start with it around 30-50amps and go up as you see fit in small incriments. (I'd put it on 50A and only give it pedel till my puddle is the size I want it to be)
-Welds look contaminated: I wouldn't let the tungsten stick out more then a quarter of a inch out of the cup. Also make sure your argon is actually flowing out of the torch a sufficient amount I'd turn the regulator anywhere between 15psi and 25 psi.
So I'd personally start with your set up like so:
-amperage 30-50 (start small and work your way up
-regulator 15-25 (I'd start on 15psi)
-tungsten VERY SHARP! (I use a belt sander and I prefer the sharpend side between 1/4" and 3/8" long on a 1/8" tungsten)
-move your torch hand in small increments till you get the hang of it
-add fill rod with rythem
For one thing to note. The color on mild steel looks like ****.
Try this i found as me being a nobbie too,
Set the amps to 40 amps and gas to 10 **** probly wrong setting been a while , Hammer it down and start welding and get the beads going. If you burn threw dont worry you need to learn how much it takes to burn threw.
What were ur settings.
Like i said im a noob to lol
Try this i found as me being a nobbie too,
Set the amps to 40 amps and gas to 10 **** probly wrong setting been a while , Hammer it down and start welding and get the beads going. If you burn threw dont worry you need to learn how much it takes to burn threw.
What were ur settings.
Like i said im a noob to lol
Honda-Tech Member
Joined: Jul 2004
Posts: 5,463
Likes: 2
From: I'm everywhere Focker
Some are cold, some are hot, some are contaminated, and most have no tempo or control.
Best thing you can do, is work on the right heat, getting good shielding, cleaning the weld area, and working on your pace and "dabbing" the filler.
You'll get the hang of it, just gotta keep trying.
Best thing you can do, is work on the right heat, getting good shielding, cleaning the weld area, and working on your pace and "dabbing" the filler.
You'll get the hang of it, just gotta keep trying.
Thread Starter
Honda-Tech Member
Joined: Nov 2003
Posts: 1,025
Likes: 0
From: UT
Thanks for the advice thus far. I'll get some flat sheet metal to practice on instead of the SS pipe. My setting were at about 60-75 amps, and sometimes I turned it down to 30-25 just to experiment. The gas was at about 25 cfm and is 75/25. I guess I just need to keep practicing...
Honda-Tech Member
Joined: Oct 2002
Posts: 303
Likes: 0
From: manchester, CT, USA
Here are my thoughts.
You can't use 75/25 and get the desired results. That is a huge problem. You need 100% argon.
Clean your metal better.
Keep your tungsten very clean and sharp. If you touch or contaminate it stop and regrind.
Lower your available amps to 50 max and work the pedal. Lean into it to get a puddle then back off.
I would suggest as a beginner to leave the filler rod in the puddle and work a Z pattern to start with. In the begining its tough to have the muscle memorization to add filler and watch the puddle.
Turn you flow up to 18 or so and get a gas lens.
You can't use 75/25 and get the desired results. That is a huge problem. You need 100% argon.
Clean your metal better.
Keep your tungsten very clean and sharp. If you touch or contaminate it stop and regrind.
Lower your available amps to 50 max and work the pedal. Lean into it to get a puddle then back off.
I would suggest as a beginner to leave the filler rod in the puddle and work a Z pattern to start with. In the begining its tough to have the muscle memorization to add filler and watch the puddle.
Turn you flow up to 18 or so and get a gas lens.
Trending Topics
Honda-Tech Member
Joined: Dec 2007
Posts: 320
Likes: 0
From: Troy, MO
i have the same welder, i normally have the amp set to 75 or a little lower and pedal it out, like said before need to use straight argon, what filler rod are you using, i normally have my gas set to 15-20, only time i have it 25 is if im trying to get in a tight spot with the tungsten out furtur than normal, but thats what ive been able to do so far im a novice as well
things i noticed right off the bat, you need pure argon... and you need to keep your tungsten clean and needle point sharp... keep the filler wire in the gas coverage area... by a grinder, throw a wire wheel on it, and clean the metal before trying to weld.
Honda-Tech Member
Joined: Nov 2006
Posts: 222
Likes: 0
From: Phoenix, AZ, US
def try 100% argon...turn down your heat and just be patient with it.....learn how the metal reacts with heat. i'm a n00b as well but all the pros i work with keep telling me i'm prgressing very quickly.
good luck man
good luck man
Honda-Tech Member

Joined: Apr 2003
Posts: 988
Likes: 0
From: Montreal, Quebec, Canada
Before even trying to lay down a bead, practice holding a puddle in just one spot, and not touching the tungsten.
To start, make sure your tungsten is nice and clean, and that you grind it so that the grind marks point to the end of the tungsten. Make every effort to keep it this way. As mentioned above, if you touch, stop right away, and regrind. When you accidentally dip, molten metal sticks to your tungsten and it burns off and leaves soot on everything. It also makes the puddle unstable, and it's more difficult to put down a straight bead.
(Sharpen like the first one)
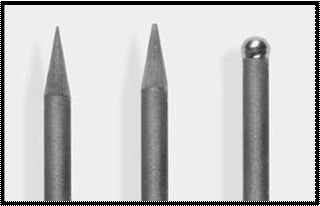
Stick it out about like this, but don't let it get ugly like in the pic :
Then try holding your tungsten about 1/8" from the work piece, and just hold it in one place. Practice holding it in that once spot, and rest your hand so that you have a nice stable hold on it. Then push the pedal in slightly until the arc starts. Don't push it in a lot, just enough to start the arc. Once the arc has started and the high frequency has shut off, gradually increase the amperage with your foot, until a small round puddle forms. Hold the amperage there and start moving in one direction very very slowly. Practice running beads this way. It'll teach you a lot about heat control and how to hold the torch, without worrying about putting in filler metal. It's very difficult to learn heat, movement and filler all in the same time.
The arc should be stable, the puddle should not "dance", and there should be nothing jumping out of the puddle. If you see any of this, there is contamination. Make sure your metal has a clean surface, no mill scale etc. If everything is clean, and you're getting little sparks etc, try increasing your gas flow slightly. You should be okay ~12-15 cfh.
Once you start welding with the pedal and actually using it the way it's meant to be used, you will never look at the amp ****. I always have mine set at ~120-130 amps, and I never touch it, only when I need to go above that, usually when welding aluminum. (Having it closer to what you will use is better because you get more resolution at the pedal. In time you'll learn what you like best).
Hope that helps!
EDIT : Just noticed you were using 75/25. Your orange soot on everything is likely caused by the co2 in your gas, but can also occur when mild steel burns off your tungsten. So as mentioned, switch to straight argon, and keep your tungsten clean!
Don't be discouraged, it's not easy at first, especially when you don't have someone there teaching you. Keep at it, you can become just as good as the next guy, just need practice!
Modified by Agtronic at 3:57 PM 8/17/2008
To start, make sure your tungsten is nice and clean, and that you grind it so that the grind marks point to the end of the tungsten. Make every effort to keep it this way. As mentioned above, if you touch, stop right away, and regrind. When you accidentally dip, molten metal sticks to your tungsten and it burns off and leaves soot on everything. It also makes the puddle unstable, and it's more difficult to put down a straight bead.
(Sharpen like the first one)
Stick it out about like this, but don't let it get ugly like in the pic :
Then try holding your tungsten about 1/8" from the work piece, and just hold it in one place. Practice holding it in that once spot, and rest your hand so that you have a nice stable hold on it. Then push the pedal in slightly until the arc starts. Don't push it in a lot, just enough to start the arc. Once the arc has started and the high frequency has shut off, gradually increase the amperage with your foot, until a small round puddle forms. Hold the amperage there and start moving in one direction very very slowly. Practice running beads this way. It'll teach you a lot about heat control and how to hold the torch, without worrying about putting in filler metal. It's very difficult to learn heat, movement and filler all in the same time.
The arc should be stable, the puddle should not "dance", and there should be nothing jumping out of the puddle. If you see any of this, there is contamination. Make sure your metal has a clean surface, no mill scale etc. If everything is clean, and you're getting little sparks etc, try increasing your gas flow slightly. You should be okay ~12-15 cfh.
Once you start welding with the pedal and actually using it the way it's meant to be used, you will never look at the amp ****. I always have mine set at ~120-130 amps, and I never touch it, only when I need to go above that, usually when welding aluminum. (Having it closer to what you will use is better because you get more resolution at the pedal. In time you'll learn what you like best).
Hope that helps!
EDIT : Just noticed you were using 75/25. Your orange soot on everything is likely caused by the co2 in your gas, but can also occur when mild steel burns off your tungsten. So as mentioned, switch to straight argon, and keep your tungsten clean!
Don't be discouraged, it's not easy at first, especially when you don't have someone there teaching you. Keep at it, you can become just as good as the next guy, just need practice!
Modified by Agtronic at 3:57 PM 8/17/2008
Honda-Tech Member
Joined: Feb 2004
Posts: 371
Likes: 0
From: Cream Ridge, NJ
First get yourself a bunch of scrap. You need to ty a weld on one pc then switch to another and so on. Give the scrap a chance to cool off some before you try and put another weld on it. ESPECIALLY if your presetting the amperage. Don't you have a foot control. That machine would have come with one in the box.
You also need to use 100% argon PERIOD! I would set the regulator on no less then 15 cft hr more if your shop ahs any draft at all don't forget about the draft that can come from the fan on the machine and make sure you are looking at the 100%argon scale as some regulators have more then one scale on the tube for different gases.
3/32 2% thoriated tungsten sharpened to a pencil point I would sharpen so that the ground area is about 3/8 long.
If you have a foot control then use it and st the machine for like 75 amps and it should be that when the pedal is floored so you will have good control.
If you don't then a setting of 40 might be a good starting point. Personally I would use a thicker pc of scrap 1/8 or thicker and learn the basics before trying to weld exhaust tubing.
Welding exhaust without a foot control is a challenge even for an experienced welder.
I have done a hundred or so 2 stroke expansion chambers over the years and they are .024-.026 butt welded.
good luck
You also need to use 100% argon PERIOD! I would set the regulator on no less then 15 cft hr more if your shop ahs any draft at all don't forget about the draft that can come from the fan on the machine and make sure you are looking at the 100%argon scale as some regulators have more then one scale on the tube for different gases.
3/32 2% thoriated tungsten sharpened to a pencil point I would sharpen so that the ground area is about 3/8 long.
If you have a foot control then use it and st the machine for like 75 amps and it should be that when the pedal is floored so you will have good control.
If you don't then a setting of 40 might be a good starting point. Personally I would use a thicker pc of scrap 1/8 or thicker and learn the basics before trying to weld exhaust tubing.
Welding exhaust without a foot control is a challenge even for an experienced welder.
I have done a hundred or so 2 stroke expansion chambers over the years and they are .024-.026 butt welded.
good luck
Thread Starter
Honda-Tech Member
Joined: Nov 2003
Posts: 1,025
Likes: 0
From: UT
THANKS! All of the welding places are closed right now so I'll see if I can find somewhere tomorrow for the argon. thanks for everyone taking the time and actually writing out a full description of how I can do better. It really helps ALOT. Thanks again!
Honda-Tech Member
Joined: Nov 2007
Posts: 301
Likes: 0
From: THE 215, PA, usa
-100% argon or helium(argons way cheaper)
-if u can bend the metal pretty easy than amps should be like 15-30, if its hard than do like 30-60
-gas flow around 20cfh
-super sharp tungsten for stainless and mild steel--red, black, or gold tungsten
-aluminum- round tip--most likely green tungsten
try running a beads without filler wire first and keep the puddle the same throughout.
then once u get that down, dab the filler wire in the FRONT of the puddle
and stainless is way easier than mild steel flows better
flows better
Modified by twiztid00002 at 8:26 PM 8/17/2008
-if u can bend the metal pretty easy than amps should be like 15-30, if its hard than do like 30-60
-gas flow around 20cfh
-super sharp tungsten for stainless and mild steel--red, black, or gold tungsten
-aluminum- round tip--most likely green tungsten
try running a beads without filler wire first and keep the puddle the same throughout.
then once u get that down, dab the filler wire in the FRONT of the puddle
and stainless is way easier than mild steel
flows betterModified by twiztid00002 at 8:26 PM 8/17/2008
Junior Member
Joined: Apr 2008
Posts: 43
Likes: 0
From: Milwaukee, WI, USA
Biggest thing i noticed was it was not pure argon like everyone else said.... Ive tried welding with C25 before one late night after running out of argon years ago... does not work at all.
Once you run pure argon you will notice a difference like night and day
Once you run pure argon you will notice a difference like night and day
Thread Starter
Honda-Tech Member
Joined: Nov 2003
Posts: 1,025
Likes: 0
From: UT
Link to my first thread:
https://honda-tech.com/zerothread?id=2367014
Thanks for all of the great help, just thought I would post some of my improvement after practicing a little. These are ALL with a 75/25 mix gas still, because I want to use the rest of this to not let it go to waste. Anyway, here are a few more pictures of what I did to practice. I didn't use any filler on most of these, and the ones that I did use filler, well.. those are the ugly ones lol... I still don't know how to lay a nice bead while adding filler to the whole mess. I guess it just takes practice. PLEASE critique these with any advice at all! thanks a bunch!!!!
BTW.. these were done on 1/4inch mild steel.





Modified by Mugen112 at 9:59 PM 8/23/2008
https://honda-tech.com/zerothread?id=2367014
Thanks for all of the great help, just thought I would post some of my improvement after practicing a little. These are ALL with a 75/25 mix gas still, because I want to use the rest of this to not let it go to waste. Anyway, here are a few more pictures of what I did to practice. I didn't use any filler on most of these, and the ones that I did use filler, well.. those are the ugly ones lol... I still don't know how to lay a nice bead while adding filler to the whole mess. I guess it just takes practice. PLEASE critique these with any advice at all! thanks a bunch!!!!
BTW.. these were done on 1/4inch mild steel.
Modified by Mugen112 at 9:59 PM 8/23/2008

Thread Starter
Honda-Tech Member
Joined: Nov 2003
Posts: 1,025
Likes: 0
From: UT
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by dave@passenger »</TD></TR><TR><TD CLASS="quote">Much progress being made, that said, your welds will suck ball until you get a tank of argon. Just do it.</TD></TR></TABLE>
yeah I'm going to be getting 100% next week. Hope that helps me out some.
yeah I'm going to be getting 100% next week. Hope that helps me out some.
oh it will! its almost pointless to practice with the mixed gas... you are gonna see all kinds of improvements and controlability once you get the pure Ar...
for an i.e.: think of it like you are trying to spread ice cold butter, as oppose to nice warm butter...
for an i.e.: think of it like you are trying to spread ice cold butter, as oppose to nice warm butter...
Honda-Tech Member
Joined: Apr 2003
Posts: 988
Likes: 0
From: Montreal, Quebec, Canada
While I agree that I wouldn't even try to finish up with that mix, I think you are definitely improving tons. I can see some nice straight beads, and your heat is staying consistent. I can see ripples, so it looks as if you're advancing in increments. I'm not sure if this is the correct way to advance, but it's how I advance. I tend to advance, dip the filler, advance, dip the filler etc ... You'll get the hang of it when the time is right. But HUGE improvement so far!
Thread Starter
Honda-Tech Member
Joined: Nov 2003
Posts: 1,025
Likes: 0
From: UT
-------FINALLY GOT ARGON!------------
Well I finally got some argon and started to practice today. WHAT A DIFFERENCE. I took everyones advise and put it all together. I tried to clean up the area as much as possible. I didn't get a gas lens as someone suggested, but I did get a new cup for the torch. I'm still practicing and I think I can get a bead going pretty good. I'm not sure what size filler it is, but its pretty small ( about the size of a #2 pencil lead ). I also did pretty good at welding two square pipes together, but struggled a little at welding one on top of the other ( like a T ) . I believe it was because they were different gauges.
Let me know what you guys think about these new welds.







I didn't brush the welds afterwards, so these are what they look like right after welding. I must say that regrinding the tungston after any contamination helped alot as well. In for some critiques. THANKS.
Modified by Mugen112 at 9:29 PM 8/25/2008
Well I finally got some argon and started to practice today. WHAT A DIFFERENCE. I took everyones advise and put it all together. I tried to clean up the area as much as possible. I didn't get a gas lens as someone suggested, but I did get a new cup for the torch. I'm still practicing and I think I can get a bead going pretty good. I'm not sure what size filler it is, but its pretty small ( about the size of a #2 pencil lead ). I also did pretty good at welding two square pipes together, but struggled a little at welding one on top of the other ( like a T ) . I believe it was because they were different gauges.
Let me know what you guys think about these new welds.
I didn't brush the welds afterwards, so these are what they look like right after welding. I must say that regrinding the tungston after any contamination helped alot as well. In for some critiques. THANKS.
Modified by Mugen112 at 9:29 PM 8/25/2008

Honda-Tech Member
Joined: Feb 2004
Posts: 438
Likes: 0
From: Tampa, FL
looks like your still a little too cold. good progress since you started
the material your using might have somthing to do with it. looks like there is some pitting which is conaminates or poor gas coverage.
gas lens is going to make a lot of difference.
looks like your hitting the suraface with a grinder. fyi, that will contaminate the metal if it isn't cleaned after the fact with a wire brush or roloc disk.
depending on the thickness of material, i would use a 1/16th rod to practice. anything more and your control goes out the window, especially if you don't have your timing and heat down pat.
the material your using might have somthing to do with it. looks like there is some pitting which is conaminates or poor gas coverage.
gas lens is going to make a lot of difference.
looks like your hitting the suraface with a grinder. fyi, that will contaminate the metal if it isn't cleaned after the fact with a wire brush or roloc disk.
depending on the thickness of material, i would use a 1/16th rod to practice. anything more and your control goes out the window, especially if you don't have your timing and heat down pat.