

Learning TIG + aluminum

Thread Starter
Honda-Tech Member
Joined: Jan 2004
Posts: 655
Likes: 2
From: Calgary, AB, Canada
Hi all,
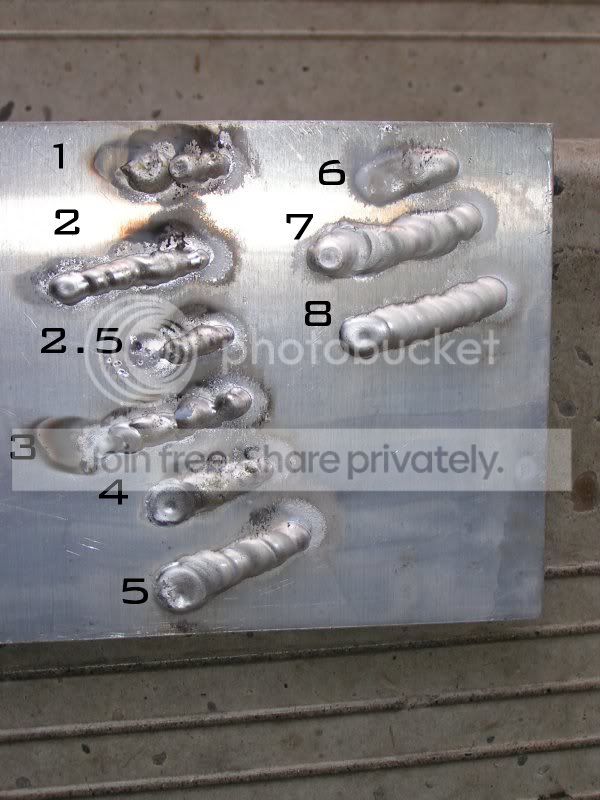
Just looking for some input on my TIG welds.. I've been welding with TIG for all of about 2 hours and I decided to try aluminum. I would like some input on what could help make them better beyond the obvious. I'm most concerned with proper weld cleaning at this point, and was considering lowering the AC waveshape balance (factory setting of 75, down to 65?) to increase the weld cleaning effect. I got the best looking penetration on the final weld #8 (looked very similar to the top side). I'll post a pic of that later if need be..
Setup is Dynasty 200DX, pure argon (20cfm), pure tungsten (3/32"), 5356 filler (3/32") welding 5052 or 6061 aluminum (not sure which because it was just a scrap, but I am guessing the latter of the two) @ 100amps max (75% AC waveshape balance, 120Hz).
I appreciate any thoughts, thanks!
-Scott

Just looking for some input on my TIG welds.. I've been welding with TIG for all of about 2 hours and I decided to try aluminum. I would like some input on what could help make them better beyond the obvious. I'm most concerned with proper weld cleaning at this point, and was considering lowering the AC waveshape balance (factory setting of 75, down to 65?) to increase the weld cleaning effect. I got the best looking penetration on the final weld #8 (looked very similar to the top side). I'll post a pic of that later if need be..
Setup is Dynasty 200DX, pure argon (20cfm), pure tungsten (3/32"), 5356 filler (3/32") welding 5052 or 6061 aluminum (not sure which because it was just a scrap, but I am guessing the latter of the two) @ 100amps max (75% AC waveshape balance, 120Hz).
I appreciate any thoughts, thanks!
-Scott
Thread Starter
Honda-Tech Member
Joined: Jan 2004
Posts: 655
Likes: 2
From: Calgary, AB, Canada
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by Motorhead_AZ »</TD></TR><TR><TD CLASS="quote">They're too hot. How thick is the piece?</TD></TR></TABLE>
It's thin, probably 0.050" or less. I was thinking it was way too hot also because of the dull look to it. Thanks for your advice!
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by Lam.N »</TD></TR><TR><TD CLASS="quote">your ac balance is way to high... try it down at 20% or 30%</TD></TR></TABLE>
Will do, thanks!
Any recommendation on amperage?
It's thin, probably 0.050" or less. I was thinking it was way too hot also because of the dull look to it. Thanks for your advice!
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by Lam.N »</TD></TR><TR><TD CLASS="quote">your ac balance is way to high... try it down at 20% or 30%</TD></TR></TABLE>
Will do, thanks!
Any recommendation on amperage?
Thread Starter
Honda-Tech Member
Joined: Jan 2004
Posts: 655
Likes: 2
From: Calgary, AB, Canada
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by fulldragcrx »</TD></TR><TR><TD CLASS="quote">get rid of the pure tung.</TD></TR></TABLE>
For a zirconiated tungsten? Please explain
For a zirconiated tungsten? Please explain
Junior Member
Joined: Apr 2003
Posts: 306
Likes: 1
From: Columbia, MD, 21045
pure has terribul amp carring charateristics, read the miller book for rec on tungsten selection for a dynasty. inverters will like diff tungstens than transformer machines, so I would be careful what you read cause most welding books that are out there are refering to transformer type machines not yours. but i would think you could weld anything you wanted with a 3/32 2% thorated with a sharp tip, with that machine.
Trending Topics
Thread Starter
Honda-Tech Member
Joined: Jan 2004
Posts: 655
Likes: 2
From: Calgary, AB, Canada
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by fulldragcrx »</TD></TR><TR><TD CLASS="quote">pure has terribul amp carring charateristics, read the miller book for rec on tungsten selection for a dynasty. inverters will like diff tungstens than transformer machines, so I would be careful what you read cause most welding books that are out there are refering to transformer type machines not yours. but i would think you could weld anything you wanted with a 3/32 2% thorated with a sharp tip, with that machine.</TD></TR></TABLE>
Ah I see, thanks for explaining that. I have the miller TIG handbook which suggested pure tung for aluminum, but did not specify any inverter or transformer based machine differences. I have 4 or 5 types of tung I can try including thoriated.
Ah I see, thanks for explaining that. I have the miller TIG handbook which suggested pure tung for aluminum, but did not specify any inverter or transformer based machine differences. I have 4 or 5 types of tung I can try including thoriated.
Honda-Tech Member
Joined: Jun 2004
Posts: 416
Likes: 0
From: Tempe, AZ, U.S.A.
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by WhiteSol »</TD></TR><TR><TD CLASS="quote">
It's thin, probably 0.050" or less. I was thinking it was way too hot also because of the dull look to it. Thanks for your advice!
Any recommendation on amperage?</TD></TR></TABLE>
The "rule of thumb" for aluminum is 1 amp per .001" of thickness, so you should be running around 50 amps.
As far as tungsten, use a red one. It works great.
It's thin, probably 0.050" or less. I was thinking it was way too hot also because of the dull look to it. Thanks for your advice!
Any recommendation on amperage?</TD></TR></TABLE>
The "rule of thumb" for aluminum is 1 amp per .001" of thickness, so you should be running around 50 amps.
As far as tungsten, use a red one. It works great.
Honda-Tech Member
Joined: Mar 2006
Posts: 972
Likes: 1
From: Surprise, AZ
ive used 2% and 100% on aluminum and i really cant tell any difference between the 2
now i also have a question......... how do u adjust the ac balance? there are alot of dials and **** on this damn machine and i dont know what any of them do. how do u do adjust for more "cleaning" (whatever that is) or more "penetration". u know what im talking about? its funny cause im pretty good at welding aluminum (and im alright at stainless) but i have no idea how to adjust the machine for different settings, welding conditions, etc. all i know is i use ac and high frequency for aluminum and i turn the high frequency off and use dc for steel. any help and understanding would be great.
mike
now i also have a question......... how do u adjust the ac balance? there are alot of dials and **** on this damn machine and i dont know what any of them do. how do u do adjust for more "cleaning" (whatever that is) or more "penetration". u know what im talking about? its funny cause im pretty good at welding aluminum (and im alright at stainless) but i have no idea how to adjust the machine for different settings, welding conditions, etc. all i know is i use ac and high frequency for aluminum and i turn the high frequency off and use dc for steel. any help and understanding would be great.
mike
Thread Starter
Honda-Tech Member
Joined: Jan 2004
Posts: 655
Likes: 2
From: Calgary, AB, Canada
Here's how I understand it..
More electrode positive gives a greater cleaning effect, and more electrode negative gives deeper penetration. On my welder I can adjust three settings, the %electrode negative or %EN (range between 30% - 90%), balance (65%-80%), and AC frequency(20-250Hz).
Basic rule for the first two is the more electrode positive, the more cleaning effect it will have. For frequency the higher it is, the narrower the arc cone. %EN adjusts duration that the electrode will be negative during one 360 degree squarewave cycle, and current balance controls the amperage while the electrode is negative.
Anyone feel free to correct me if my understanding of that was incorrect
More electrode positive gives a greater cleaning effect, and more electrode negative gives deeper penetration. On my welder I can adjust three settings, the %electrode negative or %EN (range between 30% - 90%), balance (65%-80%), and AC frequency(20-250Hz).
Basic rule for the first two is the more electrode positive, the more cleaning effect it will have. For frequency the higher it is, the narrower the arc cone. %EN adjusts duration that the electrode will be negative during one 360 degree squarewave cycle, and current balance controls the amperage while the electrode is negative.
Anyone feel free to correct me if my understanding of that was incorrect
Honda-Tech Member
Joined: Apr 2005
Posts: 1,895
Likes: 0
From: Lincoln, Ne, USA
Your filler is too thick for that thin of material. Use 1/16" filler on that thin stuff. The beads should be shiny when done right. Using a Dynasty 300 I use 1.5% Lanthanated for everything, sharped to a point. Pure on the inverters can cause problems with the machines.
Honda-Tech Member
Joined: Jan 2006
Posts: 269
Likes: 0
From: Oak Harbor WA
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by fulldragcrx »</TD></TR><TR><TD CLASS="quote">pure has terribul amp carring charateristics, read the miller book for rec on tungsten selection for a dynasty. inverters will like diff tungstens than transformer machines, so I would be careful what you read cause most welding books that are out there are refering to transformer type machines not yours. but i would think you could weld anything you wanted with a 3/32 2% thorated with a sharp tip, with that machine.</TD></TR></TABLE>
so the same set up I use to weld mild and SS I can use for aluminum (red tungsten with a sharp tip, AC)?
so the same set up I use to weld mild and SS I can use for aluminum (red tungsten with a sharp tip, AC)?
Honda-Tech Member
Joined: May 2002
Posts: 1,632
Likes: 0
From: ca
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by k24em2 »</TD></TR><TR><TD CLASS="quote">Pure on the inverters can cause problems with the machines.</TD></TR></TABLE>
he's right, if you have a inverter, dont use pure tungsten! its written in the miller book!
use ceriated, thorated, or lanthanated for most welding.
he's right, if you have a inverter, dont use pure tungsten! its written in the miller book!
use ceriated, thorated, or lanthanated for most welding.
Honda-Tech Member
Joined: Apr 2005
Posts: 1,895
Likes: 0
From: Lincoln, Ne, USA
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by wickedEG »</TD></TR><TR><TD CLASS="quote">so the same set up I use to weld mild and SS I can use for aluminum (red tungsten with a sharp tip, AC)?</TD></TR></TABLE>
I like lanthanated personally. But yea you can use the same setup.
I like lanthanated personally. But yea you can use the same setup.
Honda-Tech Member
Joined: Apr 2002
Posts: 2,126
Likes: 0
Hi , is that aluminum anodized? It looks like it ...if it is it might be worth it to get your self some nice clean 6061 to weld on instead of scrap that your not sure what it is.
- Dynasty 200dx uses a Lanthanated tungsten or Ceriated....Miller says not to use pure or anything else on it.
- Turn down the balance to 68 or 65
- don't ball the tip , or you'll run into HF start problems Keep it sharp with a little flat on the end.
Keep it sharp with a little flat on the end.
- Dynasty 200dx uses a Lanthanated tungsten or Ceriated....Miller says not to use pure or anything else on it.
- Turn down the balance to 68 or 65
- don't ball the tip , or you'll run into HF start problems
Keep it sharp with a little flat on the end.
Member
Joined: Jan 2003
Posts: 2,933
Likes: 1
From: northern, ma, US
if i only had some time before my cra had to be up and running...id be more than glad to let you practice on my alum a/w intercooler...i need some tanks welded in different spots and about 8" of bead to reseal everything
Thread Starter
Honda-Tech Member
Joined: Jan 2004
Posts: 655
Likes: 2
From: Calgary, AB, Canada
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by essex »</TD></TR><TR><TD CLASS="quote">Hi , is that aluminum anodized? It looks like it ...if it is it might be worth it to get your self some nice clean 6061 to weld on instead of scrap that your not sure what it is.
- Dynasty 200dx uses a Lanthanated tungsten or Ceriated....Miller says not to use pure or anything else on it.
- Turn down the balance to 68 or 65
- don't ball the tip , or you'll run into HF start problems Keep it sharp with a little flat on the end.</TD></TR></TABLE>
Thanks for the advice and for the info on the tungsten, it turns out that my owners manual fails to mention anything about the wrong types. I found the info online aswell under the miller site - http://www.millerwelds.com/pdf/gtawbook.pdf.
The aluminum is not anodized. However I did apply a deoxidizing cleaner beforehand which accounts for its strange appearance. I have some 6061 that I will be welding up once I get some of the settings worked out.
Thank you all for your input!
Cheers,
-Scott
- Dynasty 200dx uses a Lanthanated tungsten or Ceriated....Miller says not to use pure or anything else on it.
- Turn down the balance to 68 or 65
- don't ball the tip , or you'll run into HF start problems
Keep it sharp with a little flat on the end.</TD></TR></TABLE>Thanks for the advice and for the info on the tungsten, it turns out that my owners manual fails to mention anything about the wrong types. I found the info online aswell under the miller site - http://www.millerwelds.com/pdf/gtawbook.pdf.
The aluminum is not anodized. However I did apply a deoxidizing cleaner beforehand which accounts for its strange appearance. I have some 6061 that I will be welding up once I get some of the settings worked out.
Thank you all for your input!
Cheers,
-Scott
Honda-Tech Member
Joined: Jan 2006
Posts: 269
Likes: 0
From: Oak Harbor WA
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by Lam.N »</TD></TR><TR><TD CLASS="quote">
he's right, if you have a inverter, dont use pure tungsten! its written in the miller book!
use ceriated, thorated, or lanthanated for most welding.</TD></TR></TABLE>
How do you know if you have a inverter? I have a Lincoln Precision Tig 185.
he's right, if you have a inverter, dont use pure tungsten! its written in the miller book!
use ceriated, thorated, or lanthanated for most welding.</TD></TR></TABLE>
How do you know if you have a inverter? I have a Lincoln Precision Tig 185.
Thread Starter
Honda-Tech Member
Joined: Jan 2004
Posts: 655
Likes: 2
From: Calgary, AB, Canada
Generally you can tell by current draw.. The Lincoln PT185 is rated at 32A@230VAC whereas the Dynasty 200dx is rated at 15.8@230VAC. I'm guessing the lincoln does not use a inverter power source.
Gtaw Power Source guide
Gtaw Power Source guide
Honda-Tech Member
Joined: Mar 2006
Posts: 972
Likes: 1
From: Surprise, AZ
ok im gonna take a pic of my machine, then welds some beads, take pics of them and post them so u guys can tell me whats going on here. al3 and stainless.

Thread
Thread Starter
Forum
Replies
Last Post
lohatch
Welding / Fabrication
11
Jun 23, 2006 07:41 PM