

Backpurging

Thread Starter
Honda-Tech Member

Joined: Oct 2007
Posts: 661
Likes: 0
I've searched on here/ google and didn't find anything. I think I have a basic idea of what backpurging is but i'm sure i'm missing a bit. my question is when is it necessary ? Mig welding tig welding ? Aluminum, stainless, is it used on exhausts or just manifolds. I'm a complete noob with welding trying to learn so please be gentle lol
Correct me if i'm wrong Backpurging is when you have a extra line comming from your tanks pumping shielding gas inside the peice being welded to make sure you get good penatration all the way therew so no sugaring occurs.
Correct me if i'm wrong Backpurging is when you have a extra line comming from your tanks pumping shielding gas inside the peice being welded to make sure you get good penatration all the way therew so no sugaring occurs.

Honda-Tech Member

Joined: Aug 2001
Posts: 386
Likes: 0
Almost always encouraged on stainless.
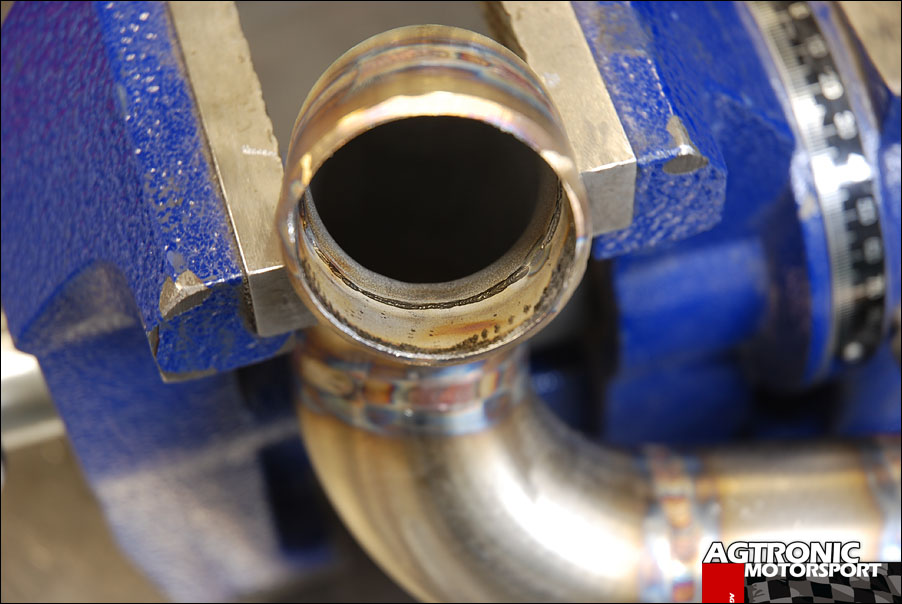
Here you can see where gas shielded the inside, and where it did not.

I've never backpurged on aluminum....from what I've read it isn't really needed. I would like to try it sometime and see if anything different happens on the inside.
Here you can see where gas shielded the inside, and where it did not.
I've never backpurged on aluminum....from what I've read it isn't really needed. I would like to try it sometime and see if anything different happens on the inside.


Honda-Tech Member
Joined: Feb 2008
Posts: 832
Likes: 1
From: Chicago, IL
Trending Topics
Honda-Tech Member
Joined: Apr 2003
Posts: 988
Likes: 0
From: Montreal, Quebec, Canada
Technically, you should back purge whenever you are going to bring stainless steel to melting point, where its surface will oxidize if exposed to oxygen. If you don't purge the inside of a pipe, you will get a big grey surface that has a crystal-like appearance.
The main idea with purging is that you are purging all oxygen from the inside of the pipe, using an inert gas. In theory, you could acheive the same thing using a vacuum inside the tube, but this would suck in your weld pool. If you were to weld in a vacuum chamber with equal pressure above and under the weld, it would work too. What is important to understand is that the argon is not "actively" doing anything to the metal, it is just forcing out all ambient air from inside the tube. You could use any inert gas you like.
Now, if you were welding critical parts for the aeronautical industry, you would obviously purge absolutely everything, always.
But in the car industry, it's really up to you, and what you feel comfortable with. I personally only purge critical parts such as exhaust manifolds and downpipes. Parts that will be subject to a lot of heat and a lot of vibration.
I do not purge stainless boost pipes, or exhaust systems. For boost pipes, I fusion weld and am careful to make sure to not penetrate the material, to keep the insides of the tube clean. On exhausts, I use filler rod and. This is what has worked for me. I have never had a single boost pipe or exhaust system crack. Ever.
As for a setup. Ideally, you want a second regulator so you can know how much flow is going into the pipe. You also want to avoid a T fitting post-regulator, as your flow is being divided and you can't know how much is going to each end.
Here are some pics of my setup.
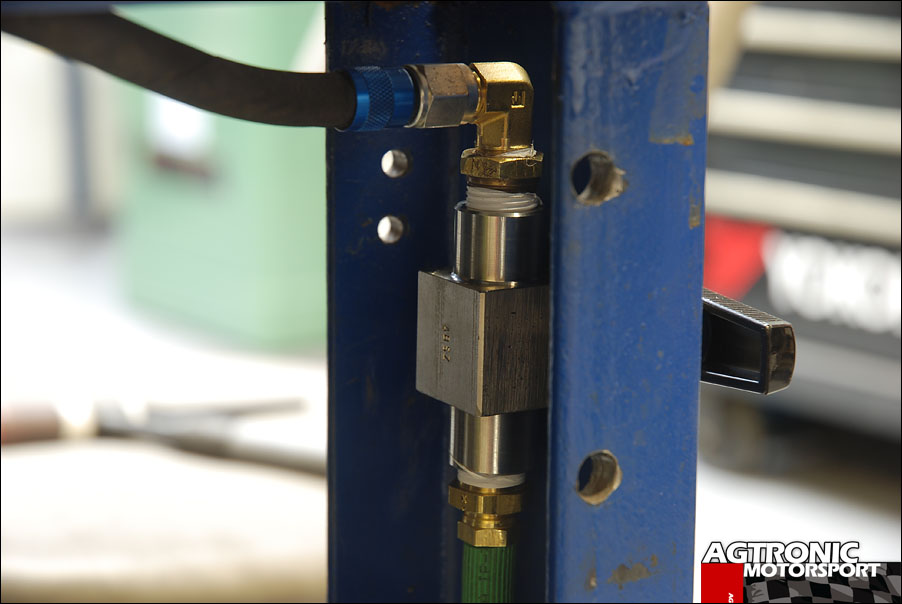
Dual regulator :

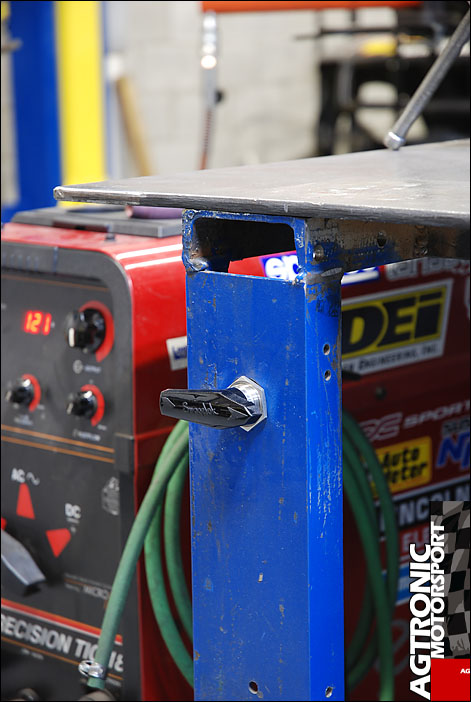
Table-mounted valve to shut off gas flow when stopping for tungsten prep, phone call, etc ...
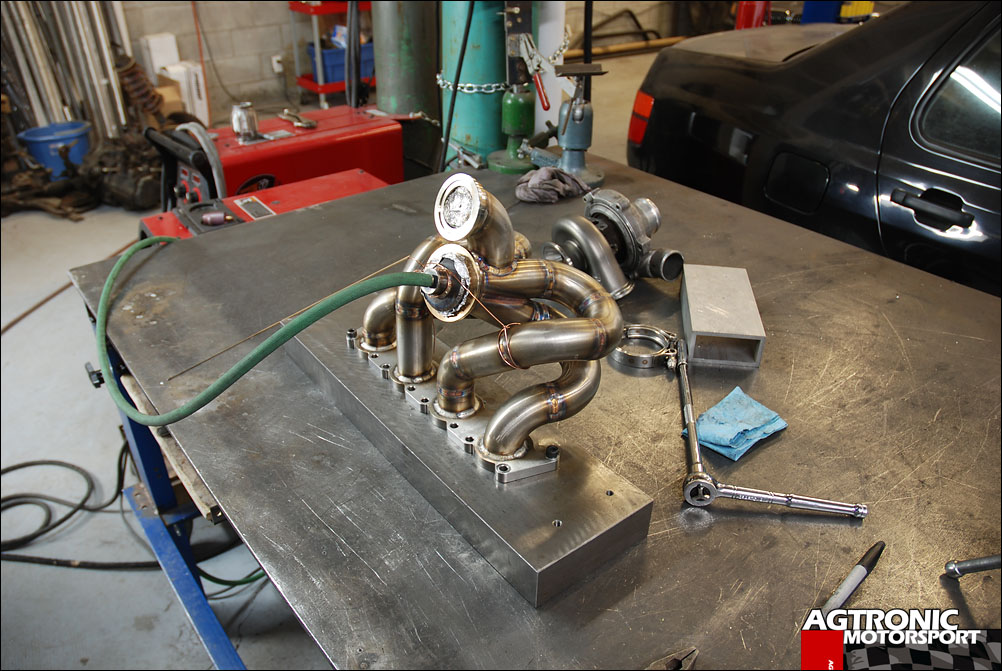
Purging in action:

And this is how it should look inside after you're done welding:

Hope that helps!
The main idea with purging is that you are purging all oxygen from the inside of the pipe, using an inert gas. In theory, you could acheive the same thing using a vacuum inside the tube, but this would suck in your weld pool. If you were to weld in a vacuum chamber with equal pressure above and under the weld, it would work too. What is important to understand is that the argon is not "actively" doing anything to the metal, it is just forcing out all ambient air from inside the tube. You could use any inert gas you like.
Now, if you were welding critical parts for the aeronautical industry, you would obviously purge absolutely everything, always.
But in the car industry, it's really up to you, and what you feel comfortable with. I personally only purge critical parts such as exhaust manifolds and downpipes. Parts that will be subject to a lot of heat and a lot of vibration.
I do not purge stainless boost pipes, or exhaust systems. For boost pipes, I fusion weld and am careful to make sure to not penetrate the material, to keep the insides of the tube clean. On exhausts, I use filler rod and. This is what has worked for me. I have never had a single boost pipe or exhaust system crack. Ever.
As for a setup. Ideally, you want a second regulator so you can know how much flow is going into the pipe. You also want to avoid a T fitting post-regulator, as your flow is being divided and you can't know how much is going to each end.
Here are some pics of my setup.
Dual regulator :
Table-mounted valve to shut off gas flow when stopping for tungsten prep, phone call, etc ...
Purging in action:
And this is how it should look inside after you're done welding:
Hope that helps!
Honda-Tech Member
Joined: Dec 2005
Posts: 715
Likes: 0
From: in the heat
Technically, you should back purge whenever you are going to bring stainless steel to melting point, where its surface will oxidize if exposed to oxygen. If you don't purge the inside of a pipe, you will get a big grey surface that has a crystal-like appearance.
The main idea with purging is that you are purging all oxygen from the inside of the pipe, using an inert gas. In theory, you could acheive the same thing using a vacuum inside the tube, but this would suck in your weld pool. If you were to weld in a vacuum chamber with equal pressure above and under the weld, it would work too. What is important to understand is that the argon is not "actively" doing anything to the metal, it is just forcing out all ambient air from inside the tube. You could use any inert gas you like.
Now, if you were welding critical parts for the aeronautical industry, you would obviously purge absolutely everything, always.
But in the car industry, it's really up to you, and what you feel comfortable with. I personally only purge critical parts such as exhaust manifolds and downpipes. Parts that will be subject to a lot of heat and a lot of vibration.
I do not purge stainless boost pipes, or exhaust systems. For boost pipes, I fusion weld and am careful to make sure to not penetrate the material, to keep the insides of the tube clean. On exhausts, I use filler rod and. This is what has worked for me. I have never had a single boost pipe or exhaust system crack. Ever.
As for a setup. Ideally, you want a second regulator so you can know how much flow is going into the pipe. You also want to avoid a T fitting post-regulator, as your flow is being divided and you can't know how much is going to each end.
Here are some pics of my setup.
Hope that helps!
The main idea with purging is that you are purging all oxygen from the inside of the pipe, using an inert gas. In theory, you could acheive the same thing using a vacuum inside the tube, but this would suck in your weld pool. If you were to weld in a vacuum chamber with equal pressure above and under the weld, it would work too. What is important to understand is that the argon is not "actively" doing anything to the metal, it is just forcing out all ambient air from inside the tube. You could use any inert gas you like.
Now, if you were welding critical parts for the aeronautical industry, you would obviously purge absolutely everything, always.
But in the car industry, it's really up to you, and what you feel comfortable with. I personally only purge critical parts such as exhaust manifolds and downpipes. Parts that will be subject to a lot of heat and a lot of vibration.
I do not purge stainless boost pipes, or exhaust systems. For boost pipes, I fusion weld and am careful to make sure to not penetrate the material, to keep the insides of the tube clean. On exhausts, I use filler rod and. This is what has worked for me. I have never had a single boost pipe or exhaust system crack. Ever.
As for a setup. Ideally, you want a second regulator so you can know how much flow is going into the pipe. You also want to avoid a T fitting post-regulator, as your flow is being divided and you can't know how much is going to each end.
Here are some pics of my setup.
Hope that helps!



OG Fabricator
Joined: Dec 2008
Posts: 1,073
Likes: 0
From: texas
Technically, you should back purge whenever you are going to bring stainless steel to melting point, where its surface will oxidize if exposed to oxygen. If you don't purge the inside of a pipe, you will get a big grey surface that has a crystal-like appearance.
The main idea with purging is that you are purging all oxygen from the inside of the pipe, using an inert gas. In theory, you could acheive the same thing using a vacuum inside the tube, but this would suck in your weld pool. If you were to weld in a vacuum chamber with equal pressure above and under the weld, it would work too. What is important to understand is that the argon is not "actively" doing anything to the metal, it is just forcing out all ambient air from inside the tube. You could use any inert gas you like.
Now, if you were welding critical parts for the aeronautical industry, you would obviously purge absolutely everything, always.
But in the car industry, it's really up to you, and what you feel comfortable with. I personally only purge critical parts such as exhaust manifolds and downpipes. Parts that will be subject to a lot of heat and a lot of vibration.
I do not purge stainless boost pipes, or exhaust systems. For boost pipes, I fusion weld and am careful to make sure to not penetrate the material, to keep the insides of the tube clean. On exhausts, I use filler rod and. This is what has worked for me. I have never had a single boost pipe or exhaust system crack. Ever.
As for a setup. Ideally, you want a second regulator so you can know how much flow is going into the pipe. You also want to avoid a T fitting post-regulator, as your flow is being divided and you can't know how much is going to each end.
Here are some pics of my setup.
Dual regulator :
Table-mounted valve to shut off gas flow when stopping for tungsten prep, phone call, etc ...
Purging in action:
And this is how it should look inside after you're done welding:
Hope that helps!
The main idea with purging is that you are purging all oxygen from the inside of the pipe, using an inert gas. In theory, you could acheive the same thing using a vacuum inside the tube, but this would suck in your weld pool. If you were to weld in a vacuum chamber with equal pressure above and under the weld, it would work too. What is important to understand is that the argon is not "actively" doing anything to the metal, it is just forcing out all ambient air from inside the tube. You could use any inert gas you like.
Now, if you were welding critical parts for the aeronautical industry, you would obviously purge absolutely everything, always.
But in the car industry, it's really up to you, and what you feel comfortable with. I personally only purge critical parts such as exhaust manifolds and downpipes. Parts that will be subject to a lot of heat and a lot of vibration.
I do not purge stainless boost pipes, or exhaust systems. For boost pipes, I fusion weld and am careful to make sure to not penetrate the material, to keep the insides of the tube clean. On exhausts, I use filler rod and. This is what has worked for me. I have never had a single boost pipe or exhaust system crack. Ever.
As for a setup. Ideally, you want a second regulator so you can know how much flow is going into the pipe. You also want to avoid a T fitting post-regulator, as your flow is being divided and you can't know how much is going to each end.
Here are some pics of my setup.
Dual regulator :
Table-mounted valve to shut off gas flow when stopping for tungsten prep, phone call, etc ...
Purging in action:
And this is how it should look inside after you're done welding:
Hope that helps!

As always agtronic looks awesome and great help to the noobs!
Honda-Tech Member
Joined: Feb 2006
Posts: 1,524
Likes: 0
From: East Bay, CA, USA
Honda-Tech Member
Joined: Nov 2003
Posts: 2,519
Likes: 1
From: Auburn, wa, usa
I weld mostly 16ga and 18ga so my set up is pretty simple. I have a separate bottle with a regulator, the hose with a rubber cap that fits in the tubing and another cap at the other end. Found out the hard way that you want to have a little pin hole in one end, otherwise you end up pressurizing the system when you do your last weld.
Stefan
Stefan
Honda-Tech Member
Joined: Nov 2003
Posts: 2,519
Likes: 1
From: Auburn, wa, usa
^^^ I run mine really low, about 5cfh or even lower, depends what im doing.
I can build about 3-5 headers before I run the bottle down. Its a small bottle btw.
Stefan
I can build about 3-5 headers before I run the bottle down. Its a small bottle btw.
Stefan
Honda-Tech Member
Joined: Dec 2005
Posts: 715
Likes: 0
From: in the heat
I was thinking about getting an extra small bottle just for backpurging, but I didnt know if I would be going through those to fast. I think I'll be fine though. Thanks for the info everyone, This is my new favorite section on ht!
Thread Starter
Honda-Tech Member
Joined: Oct 2007
Posts: 661
Likes: 0
OneFstek-... why do you need a pin hole ? If you dont what will happen ?
Agtronic- Thanks a lot for all your info it was helpful. I'm a noob to welding learning on my own. What the difference in useing filler rod vs fusion weld. what is the difference in the two. Sorry if i sound stupid dont mean to lol Trying to learn. PS thoes welds do look amazing.
Agtronic- Thanks a lot for all your info it was helpful. I'm a noob to welding learning on my own. What the difference in useing filler rod vs fusion weld. what is the difference in the two. Sorry if i sound stupid dont mean to lol Trying to learn. PS thoes welds do look amazing.
OG Fabricator
Joined: Dec 2006
Posts: 1,342
Likes: 0
From: Calgary, Alberta, Canada
OneFstek-... why do you need a pin hole ? If you dont what will happen ?
Agtronic- Thanks a lot for all your info it was helpful. I'm a noob to welding learning on my own. What the difference in useing filler rod vs fusion weld. what is the difference in the two. Sorry if i sound stupid dont mean to lol Trying to learn. PS thoes welds do look amazing.
Agtronic- Thanks a lot for all your info it was helpful. I'm a noob to welding learning on my own. What the difference in useing filler rod vs fusion weld. what is the difference in the two. Sorry if i sound stupid dont mean to lol Trying to learn. PS thoes welds do look amazing.
OG Fabricator
Joined: Dec 2006
Posts: 1,342
Likes: 0
From: Calgary, Alberta, Canada