

PRL Motorsports CNC and fab thread

Thread Starter
Honda-Tech Member
Joined: Aug 2007
Posts: 69
Likes: 0
From: Southwest PA
just wanted to start a fab thread of some of the stuff i've been making on our new haas vf3. i'll just start with the pictures i guess.
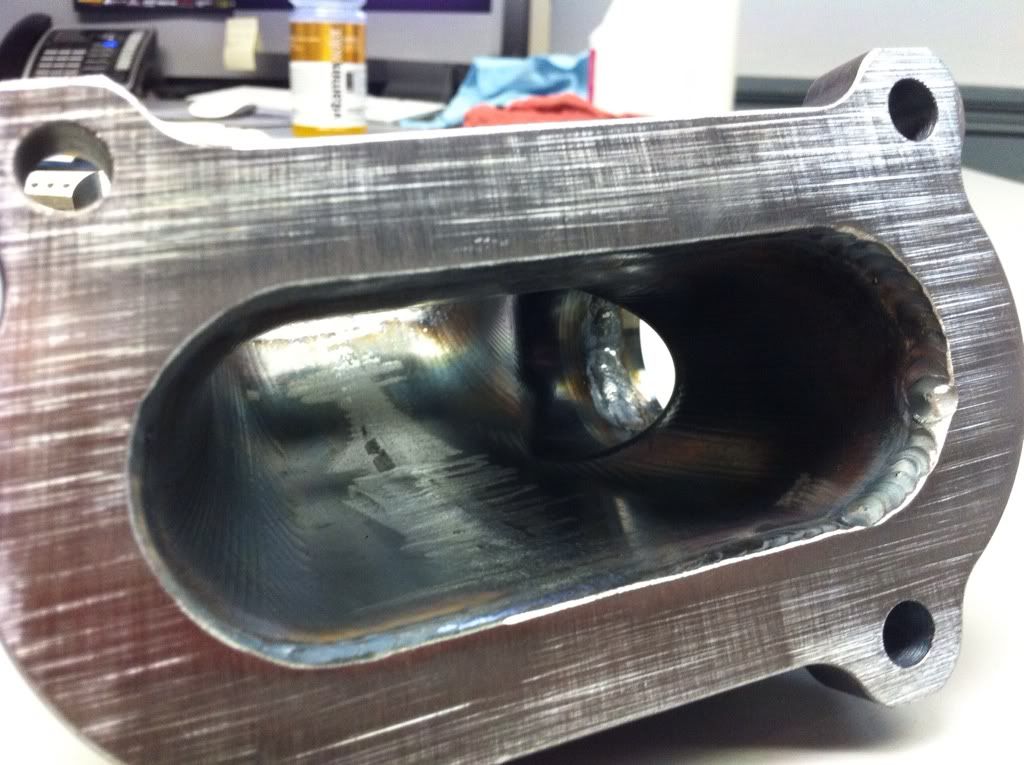
have to start off with 4-1 T3 collectors. notice in the 4th pic that we machine a taper into our 3 flanges that goes from the odd shape of the collector outlet into the radius'd rectangle of the t3 inlet flange.




some of your standard 1/2" CRS 1018 flanges




2012 Civic SI Turbo manifold "clamshells" machined from 1018 billet using the steedspeed.com patented process (u.s. patent 7096583)




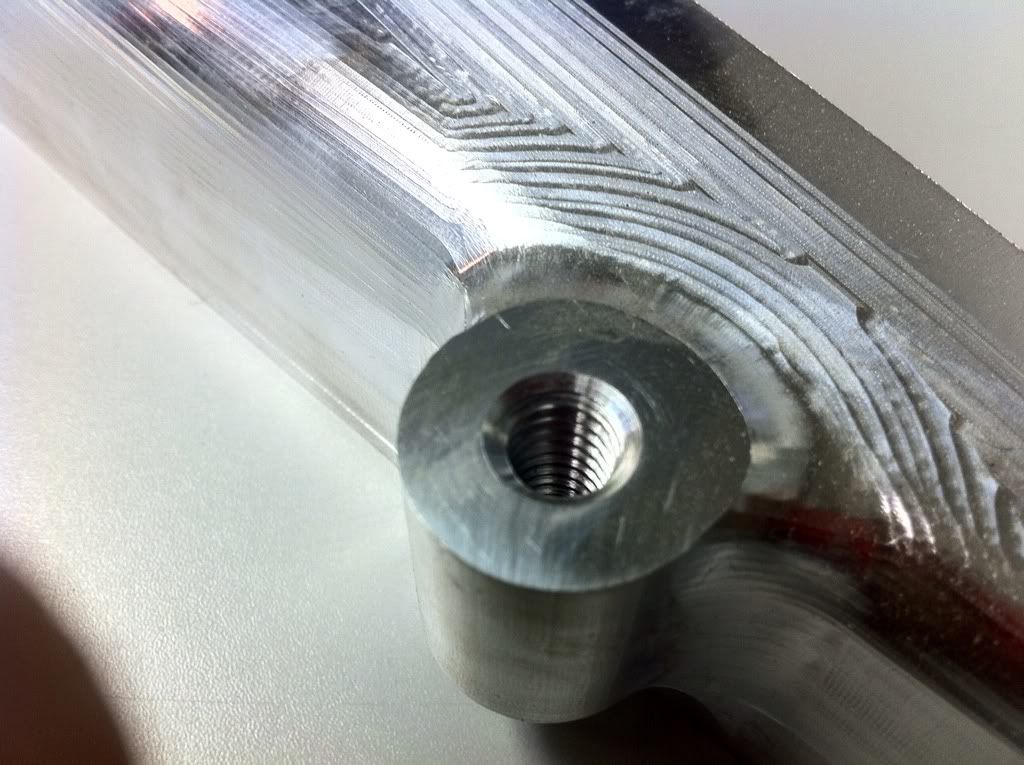
custom oil feed line t-fittings. machined for BSPT for sensor and to thread into block and NPT for oil feed line fitting out of the side of it. I've been tired of using t-fittings that never have the proper metric thread to seal up the sensor into the back of the fitting, so i made these up.



Billet end tanks for our 06-11 civic SI turbo kits and now for our 2012-up civic si turbo kits.
machined from a full block of billet 6061 and uses a garret 3" thick core.









I'll try to add more and keep updating as time goes on.
have to start off with 4-1 T3 collectors. notice in the 4th pic that we machine a taper into our 3 flanges that goes from the odd shape of the collector outlet into the radius'd rectangle of the t3 inlet flange.
some of your standard 1/2" CRS 1018 flanges
2012 Civic SI Turbo manifold "clamshells" machined from 1018 billet using the steedspeed.com patented process (u.s. patent 7096583)
custom oil feed line t-fittings. machined for BSPT for sensor and to thread into block and NPT for oil feed line fitting out of the side of it. I've been tired of using t-fittings that never have the proper metric thread to seal up the sensor into the back of the fitting, so i made these up.
Billet end tanks for our 06-11 civic SI turbo kits and now for our 2012-up civic si turbo kits.
machined from a full block of billet 6061 and uses a garret 3" thick core.
I'll try to add more and keep updating as time goes on.
Last edited by PRLdrag240; Jul 13, 2012 at 12:48 PM.


Thread Starter
Honda-Tech Member
Joined: Aug 2007
Posts: 69
Likes: 0
From: Southwest PA
believe it or not, the material cost is not that high, and the run time on them is pretty quick. as you can see, i don't use a real fine stepover so it runs pretty quick. we weighed our different options to get the endtanks we needed, and this was the most cost effective solution. plus they look bad *** and won't crank under extreme pressures like sheet metal ones can.
Trending Topics

Honda-Tech Member
Joined: Jan 2008
Posts: 4
Likes: 0
Looks really good though, and IMO shouldnt take too long to machine, after all its only aluminium.

Honda-Tech Member
Joined: Oct 2006
Posts: 54
Likes: 0
Im curious as to what made you decide to go with the VF3? I've been narrowing down choices and im leaning towards the TM3P and a ST30 lathe.The VF3 has significantly more torque but most of it you wont ever use.
Honda-Tech Member
Joined: Mar 2004
Posts: 3,234
Likes: 0
From: Florida
Most of the shops I worked at the vf2 is the standard size if there using haas machines. More travel, more tool holders, and overall faster/stronger machine.
You should see how fast these SS models can do a tool change.
You should see how fast these SS models can do a tool change.
Thread Starter
Honda-Tech Member
Joined: Aug 2007
Posts: 69
Likes: 0
From: Southwest PA
Still too much upfront money to have them cast. Better to keep our machine running even if it's not making top rate.
I think a full set of endtanks is about 3 hours total of runtime.
We use the vf3 with a large Slitter saw
No we use mastercam for all of our programming.
The vf3 is just an all around bigger machine capable of more. It's a more rigid casting it's built on. Standard 8100 rpm spindle. Larger travels.
Thanks!
We use the vf3 with a large Slitter saw
Thanks!
Who is Mr Robot?
iTrader: (2)
Joined: Jul 2004
Posts: 21,474
Likes: 10
From: ATL - Where the Pimps and Players dwell
we ran our vf3 for hours on end, we actually ended up cracking a tool holder... but its a much better machine than the vf1 we use for smaller stuff...
The vf3 has a trunnion for 5 axis work (oh so fun :D)
the vf1 has a 4 axis trunnion as well.
You'll love the vf3, you can do much more aggressive material removal without having to worry about damaging the spindle.
The vf3 has a trunnion for 5 axis work (oh so fun :D)
the vf1 has a 4 axis trunnion as well.
You'll love the vf3, you can do much more aggressive material removal without having to worry about damaging the spindle.
Thread Starter
Honda-Tech Member
Joined: Aug 2007
Posts: 69
Likes: 0
From: Southwest PA
we made some new oil drain flanges for our turbo kits. we use the precision billet wheel journal bearing turbos standard in our kits which have the square drain hole in the center section like so...
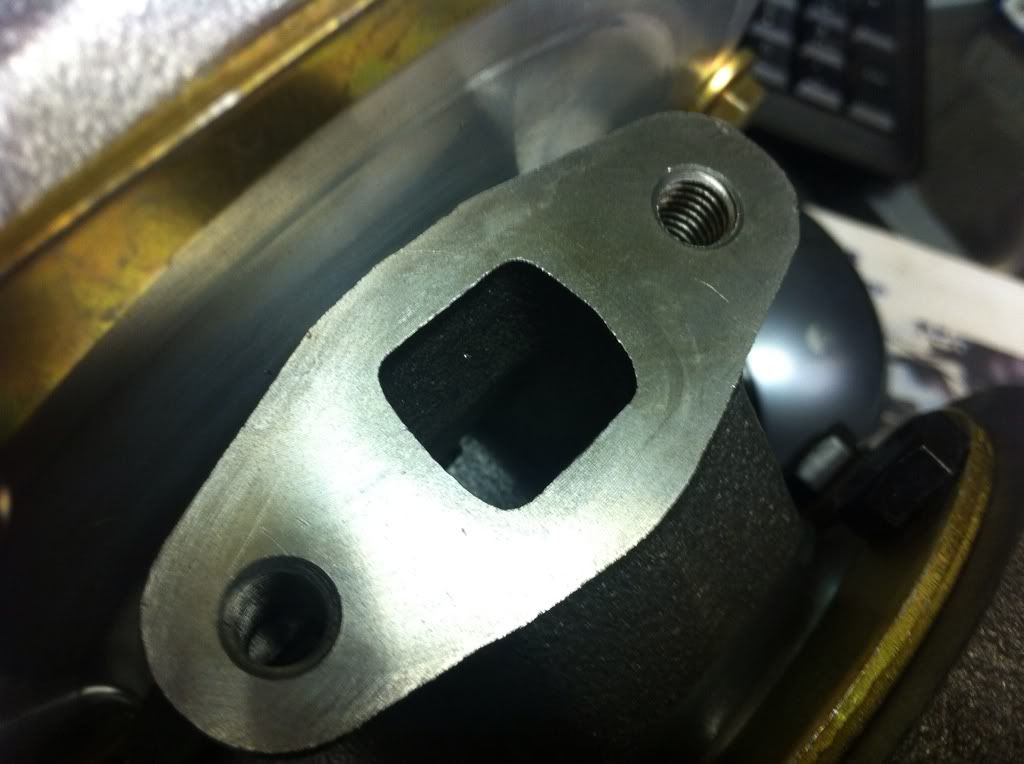
so we came up with these. uses an o-ring instead of a gasket and is machined to transition from the square outlet of the turbo to a -10 AN male fitting.





so we came up with these. uses an o-ring instead of a gasket and is machined to transition from the square outlet of the turbo to a -10 AN male fitting.
Honda-Tech Member
Joined: Nov 2008
Posts: 133
Likes: 0
From: Paterson, Nj, USA
we made some new oil drain flanges for our turbo kits. we use the precision billet wheel journal bearing turbos standard in our kits which have the square drain hole in the center section like so...
so we came up with these. uses an o-ring instead of a gasket and is machined to transition from the square outlet of the turbo to a -10 AN male fitting.
so we came up with these. uses an o-ring instead of a gasket and is machined to transition from the square outlet of the turbo to a -10 AN male fitting.