

some new welds.. critique me.


Thread Starter
Honda-Tech Member
Joined: Feb 2004
Posts: 4,670
Likes: 0
From: Hello Friend, illinois
here are some welds from my 2nd day of tig.
sch10 elbows.
let me know what you think

Shot with Canon EOS DIGITAL REBEL XT at 2008-12-23

Shot with Canon EOS DIGITAL REBEL XT at 2008-12-23

Shot with Canon EOS DIGITAL REBEL XT at 2008-12-23

Shot with Canon EOS DIGITAL REBEL XT at 2008-12-23

Shot with Canon EOS DIGITAL REBEL XT at 2008-12-23
sch10 elbows.
let me know what you think
Shot with Canon EOS DIGITAL REBEL XT at 2008-12-23
Shot with Canon EOS DIGITAL REBEL XT at 2008-12-23
Shot with Canon EOS DIGITAL REBEL XT at 2008-12-23
Shot with Canon EOS DIGITAL REBEL XT at 2008-12-23
Shot with Canon EOS DIGITAL REBEL XT at 2008-12-23
EPIC TUNING
Joined: Sep 2002
Posts: 10,285
Likes: 0
From: WA
well, the undercut is there but im sure you know that. probably would alot cheaper to get like two 1 foot sections of MP pipe, weld, and cut cut the weld out and re-bevel both pieces and repeat. thats what I plan on dong atleast.
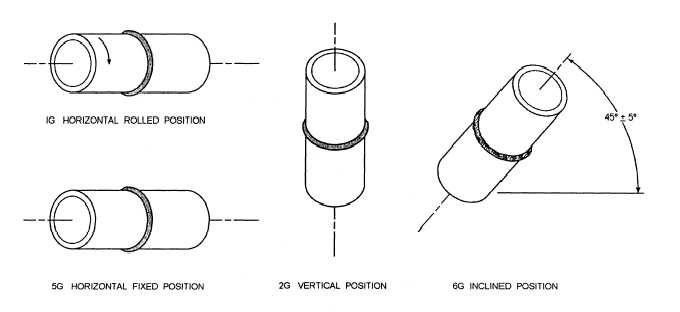
are you welding these in a specific posistion (1g, 5g, 6g, etc) or no?
are you welding these in a specific posistion (1g, 5g, 6g, etc) or no?
Honda-Tech Member
Joined: Dec 2005
Posts: 128
Likes: 0
From: montreal, quebec, canada
there some nice spot just identifie the good one and practice that way the more you will practice the sexyest will be your weld
if you want your pipe get a nice finish brush it before welding it
if you want your pipe get a nice finish brush it before welding it
Thread Starter
Honda-Tech Member
Joined: Feb 2004
Posts: 4,670
Likes: 0
From: Hello Friend, illinois
well, the undercut is there but im sure you know that. probably would alot cheaper to get like two 1 foot sections of MP pipe, weld, and cut cut the weld out and re-bevel both pieces and repeat. thats what I plan on dong atleast.
are you welding these in a specific posistion (1g, 5g, 6g, etc) or no?
are you welding these in a specific posistion (1g, 5g, 6g, etc) or no?
the weld was with no filler.. i was trying to accomplish a good root pass. so is the undercut still bad?
what is a "position"? and im using sch10 because i bought the wrong size 2 years ago and its been laying around for all that time and i had no other use for it.
thanks for the tips guys
OG Fabricator
Joined: Dec 2008
Posts: 1,073
Likes: 0
From: texas
the weld was with no filler.. i was trying to accomplish a good root pass. so is the undercut still bad?
what is a "position"? and im using sch10 because i bought the wrong size 2 years ago and its been laying around for all that time and i had no other use for it.
thanks for the tips guys
what is a "position"? and im using sch10 because i bought the wrong size 2 years ago and its been laying around for all that time and i had no other use for it.
thanks for the tips guys
 looks like filler lol
looks like filler lol
Thread Starter
Honda-Tech Member
Joined: Feb 2004
Posts: 4,670
Likes: 0
From: Hello Friend, illinois
EPIC TUNING
Joined: Sep 2002
Posts: 10,285
Likes: 0
From: WA
the weld was with no filler.. i was trying to accomplish a good root pass. so is the undercut still bad?
what is a "position"? and im using sch10 because i bought the wrong size 2 years ago and its been laying around for all that time and i had no other use for it.
thanks for the tips guys
what is a "position"? and im using sch10 because i bought the wrong size 2 years ago and its been laying around for all that time and i had no other use for it.
thanks for the tips guys
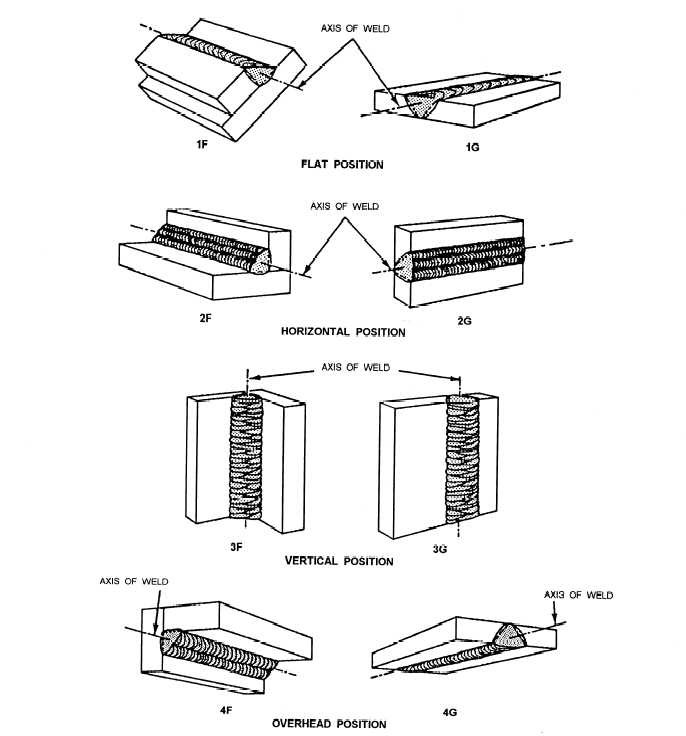
anyways heres the diff positions.
Trending Topics
OG Fabricator
Joined: Mar 2003
Posts: 1,438
Likes: 0
From: Knoxville, tn, 37912
It's underFILL that you have there, and yes it's bad. Your weld should not be the thinnest part. It can make it the weakest part, which it shouldn't be. A good (full penetration) weld should NEVER break in the weld. It should break in the heat affected zone.
Honda-Tech Member
Joined: Dec 2005
Posts: 128
Likes: 0
From: montreal, quebec, canada

on the black circle it realy look like weld with filler rod
and in the red circle you see its a litle concave mabe you would get a good result with few amp more and filler rod i weld with mabe my torch 75-80 deg angle filler before the torches for the rest just find a confortable way to get a good result and practice
Thread Starter
Honda-Tech Member
Joined: Feb 2004
Posts: 4,670
Likes: 0
From: Hello Friend, illinois
on the black circle it realy look like weld with filler rod
and in the red circle you see its a litle concave mabe you would get a good result with few amp more and filler rod i weld with mabe my torch 75-80 deg angle filler before the torches for the rest just find a confortable way to get a good result and practice
would this mean im moving too slow then?
oh and i was in the 5G position
Member
Joined: Feb 2004
Posts: 2,451
Likes: 1
From: Pearl City, HI, USA
I wouldn't have used $50 worth of weld-els for practice, but that's just me.
Look good for a first pass. Butt-weld pipe is, however, designed to be easy to weld. Even I can do it.
Look good for a first pass. Butt-weld pipe is, however, designed to be easy to weld. Even I can do it.
OG Fabricator
Joined: Mar 2003
Posts: 1,438
Likes: 0
From: Knoxville, tn, 37912
If it was easy, good welders wouldn't be in such high demand. In my area, a good pipe welder makes anywhere from $40-80k...and the cost of living is low. I recently worked a job in which I made $18k in 2 months.

Honda-Tech Member
Joined: Dec 2008
Posts: 335
Likes: 0
From: Tampa, FL
I can tig weld without filler but my way may be different compared to some other people. When i have a butt joint i usally weve back an forth to join the 2 peace's together. If you own a mig welder you can use the solid wire (pink/copper looking ****) for filler, I use to use it on Hydrolic rods that had pits when i did HVOF.
EPIC TUNING
Joined: Sep 2002
Posts: 10,285
Likes: 0
From: WA
I can tig weld without filler but my way may be different compared to some other people. When i have a butt joint i usally weve back an forth to join the 2 peace's together. If you own a mig welder you can use the solid wire (pink/copper looking ****) for filler, I use to use it on Hydrolic rods that had pits when i did HVOF.
Honda-Tech Member
Joined: Dec 2008
Posts: 335
Likes: 0
From: Tampa, FL
Thread Starter
Honda-Tech Member
Joined: Feb 2004
Posts: 4,670
Likes: 0
From: Hello Friend, illinois
more like 25 dollars worth of weld els that ive had sitting around for 2 years collecting dust... why not?
and no its not easy to weld.. THE RIGHT WAY. especially when making something like a manifold.
hence why i need some improvement.
Honda-Tech Member

Joined: Apr 2003
Posts: 988
Likes: 0
From: Montreal, Quebec, Canada
I think it's really hard to learn how to TIG weld on 90� weld els. It's difficult to inspect the inside of the pipe, and that's an area you should really be looking at. Pipe in general is difficult to weld. Finding the sweet spot between 100% penetration, and not overheating the material is key, and takes a lot of practice to master. Even the prep work, bevels etc ... need to be consistent to get consistent results. Practicing with a back purge is recommended, but you can imagine how that becomes expensive, and a huge pain in the *** to setup for each and every weld.
Keep at it!
Keep at it!
Thread Starter
Honda-Tech Member
Joined: Feb 2004
Posts: 4,670
Likes: 0
From: Hello Friend, illinois
Thread Starter
Honda-Tech Member
Joined: Feb 2004
Posts: 4,670
Likes: 0
From: Hello Friend, illinois
I think it's really hard to learn how to TIG weld on 90� weld els. It's difficult to inspect the inside of the pipe, and that's an area you should really be looking at. Pipe in general is difficult to weld. Finding the sweet spot between 100% penetration, and not overheating the material is key, and takes a lot of practice to master. Even the prep work, bevels etc ... need to be consistent to get consistent results. Practicing with a back purge is recommended, but you can imagine how that becomes expensive, and a huge pain in the *** to setup for each and every weld.
Keep at it!
Keep at it!
as far as for me.. i dunno i cant seem to get good penetration at all..
even if i up the amps.. like you said i get a overheated weld.
im not really spacing the pipes from eachother.. the bevels are good, should i leave like a 1/16th inch gap between the EL's when i weld them?
EPIC TUNING
Joined: Sep 2002
Posts: 10,285
Likes: 0
From: WA
as far as for me.. i dunno i cant seem to get good penetration at all..
even if i up the amps.. like you said i get a overheated weld.
im not really spacing the pipes from eachother.. the bevels are good, should i leave like a 1/16th inch gap between the EL's when i weld them?
even if i up the amps.. like you said i get a overheated weld.
im not really spacing the pipes from eachother.. the bevels are good, should i leave like a 1/16th inch gap between the EL's when i weld them?
Honda-Tech Member
Joined: Apr 2003
Posts: 988
Likes: 0
From: Montreal, Quebec, Canada
A gap definitely helps, but nothing crazy. Just a small gap. Also, not sure how others do it, but I tend to make a first pass with no filler, and go real slow, to make sure I get down to the root, then I do a second pass to fill in. Sometimes I will use a little bit of 1/16" filler on the root pass. I think adding filler helps cool the puddle while you throw good heat at it.
OG Fabricator
Joined: Dec 2008
Posts: 1,073
Likes: 0
From: texas
A gap definitely helps, but nothing crazy. Just a small gap. Also, not sure how others do it, but I tend to make a first pass with no filler, and go real slow, to make sure I get down to the root, then I do a second pass to fill in. Sometimes I will use a little bit of 1/16" filler on the root pass. I think adding filler helps cool the puddle while you throw good heat at it.
Thread Starter
Honda-Tech Member
Joined: Feb 2004
Posts: 4,670
Likes: 0
From: Hello Friend, illinois