

aluminum oil pan fabrication.

Thread Starter
Honda-Tech Member
Joined: Jun 2003
Posts: 353
Likes: 0
From: Hilo, Hi
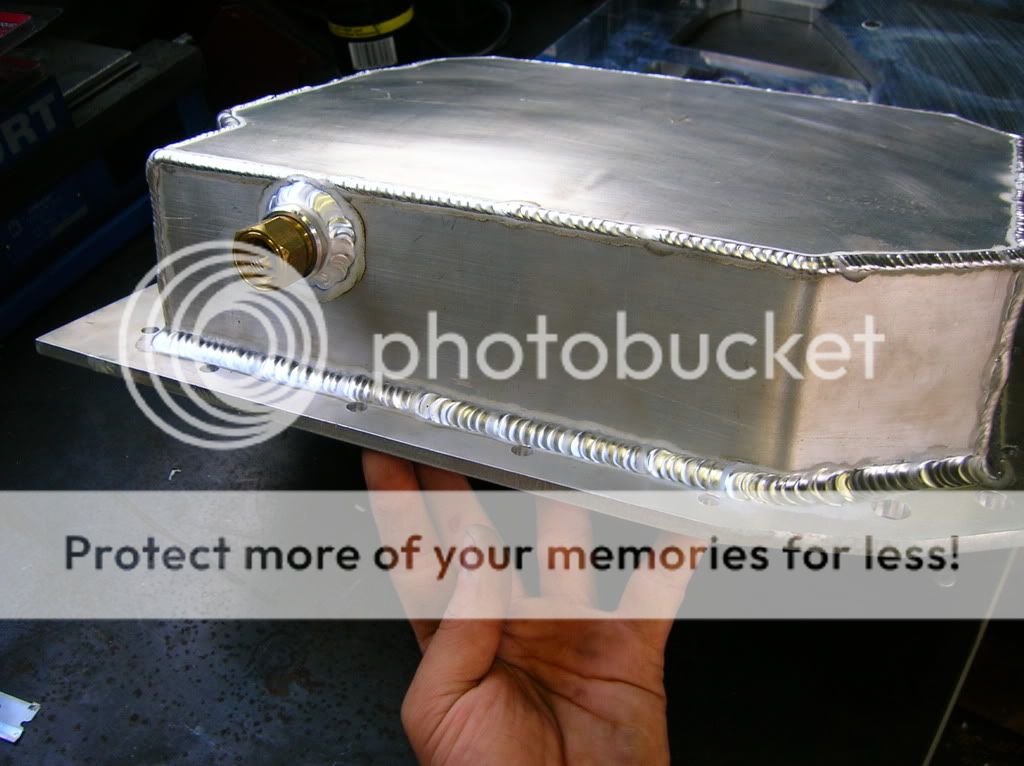
Iam not to sure but this pan either goes to a 13B or a 12A motor. The customer just brought his stock pan and told me to make him something a little better with more capacity. This is what we ended up with.
Sorry about the pic size but I couldnt get them resized properly.
Enjoy





Sorry about the pic size but I couldnt get them resized properly.
Enjoy
Junior Member
Joined: Oct 2005
Posts: 419
Likes: 0
From: Cleveland, OH, USA
Maaaaaaaaaaybe I'm missing something here. What I see is a well made box with welds in the way of the bolt heads and a large plate with cut outs for drainback and a pickup that will trap alot of oil right on top of it. I'm not terribly familiar with rotarys, maybe you could fill me on on what I'm missing? 
 .... BTW that pan is for a 13b-rew.
.... BTW that pan is for a 13b-rew.
Thread Starter
Honda-Tech Member
Joined: Jun 2003
Posts: 353
Likes: 0
From: Hilo, Hi
The pan uses allen heads to hold it on so the welds are not really a problem. As far as the rest goes I just gave the customer exactly what they asked for. The really thick plate mounts to the block and then the pan goes on. The plate is somehow integrated into a motor mount which is why it is so thick. Iam not really up on rotarys so I only know what the customer told me. He seems to be really happy with it.
Honda-Tech Member
Joined: Oct 2004
Posts: 71
Likes: 0
From: Melbourne, Victoria, Australia
I don't know what type of welding machine you're using to weld that sump with, but if it's an inverter machine I would recommend raising the AC hertz freq to 125-150 Hz and push the AC balance further into the "penetration" side rather than the "cleaning" side. I would use those settings for all your fillet welds and weld on fittings as it gives a much tighter smaller weld.
For the outside corner welding use a Hertz frequency of between 65-80 and push the AC balance further into the "cleaning" side. If your machine allows for "sine wave" welding use that as well for the outside corner welding. It will give a very smooth weld and if you get it right it's hard to see where the weld and parent metals meet as it all flows into one. I would also recommend pulse welding for the outside corner welding.
Regards Andrew.
For the outside corner welding use a Hertz frequency of between 65-80 and push the AC balance further into the "cleaning" side. If your machine allows for "sine wave" welding use that as well for the outside corner welding. It will give a very smooth weld and if you get it right it's hard to see where the weld and parent metals meet as it all flows into one. I would also recommend pulse welding for the outside corner welding.
Regards Andrew.
Trending Topics
Honda-Tech Member
Joined: May 2002
Posts: 3,599
Likes: 0
From: BeLlInGhAm, Wa
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by awill4x4 »</TD></TR><TR><TD CLASS="quote">I don't know what type of welding machine you're using to weld that sump with, but if it's an inverter machine I would recommend raising the AC hertz freq to 125-150 Hz and push the AC balance further into the "penetration" side rather than the "cleaning" side. I would use those settings for all your fillet welds and weld on fittings as it gives a much tighter smaller weld.
For the outside corner welding use a Hertz frequency of between 65-80 and push the AC balance further into the "cleaning" side. If your machine allows for "sine wave" welding use that as well for the outside corner welding. It will give a very smooth weld and if you get it right it's hard to see where the weld and parent metals meet as it all flows into one. I would also recommend pulse welding for the outside corner welding.
Regards Andrew.
</TD></TR></TABLE>
thanks for the tips! I have a dynasty 200dx.... still playing with the settings.
For the outside corner welding use a Hertz frequency of between 65-80 and push the AC balance further into the "cleaning" side. If your machine allows for "sine wave" welding use that as well for the outside corner welding. It will give a very smooth weld and if you get it right it's hard to see where the weld and parent metals meet as it all flows into one. I would also recommend pulse welding for the outside corner welding.
Regards Andrew.
</TD></TR></TABLE>
thanks for the tips! I have a dynasty 200dx.... still playing with the settings.
Honda-Tech Member
Joined: Oct 2004
Posts: 71
Likes: 0
From: Melbourne, Victoria, Australia
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by ROTARY »</TD></TR><TR><TD CLASS="quote">
thanks for the tips! I have a dynasty 200dx.... still playing with the settings.</TD></TR></TABLE>
+1, awill4x4 let see some of your welds.
[/QUOTE]
OK.

thanks for the tips! I have a dynasty 200dx.... still playing with the settings.</TD></TR></TABLE>
+1, awill4x4 let see some of your welds.
[/QUOTE]
OK.

Thread
Thread Starter
Forum
Replies
Last Post
Doctor CorteZ
Road Racing / Autocross & Time Attack
71
Dec 16, 2005 08:30 PM
12a, aluminum, awill4x4, clean, fabricate, fabricated, fabricating, fabrication, oil, oilpans, pan, pulsed, srt, welding