

you dont see alot of this in this fourm

Thread Starter
Honda-Tech Member
Joined: Feb 2004
Posts: 245
Likes: 0
From: middletown, ct, usa
engine machining!!
got some engine work done today

set up for decking
decking in process, van norman surfacing machine, cut .005"

finished surface

squared up for boring, quikways boring bar

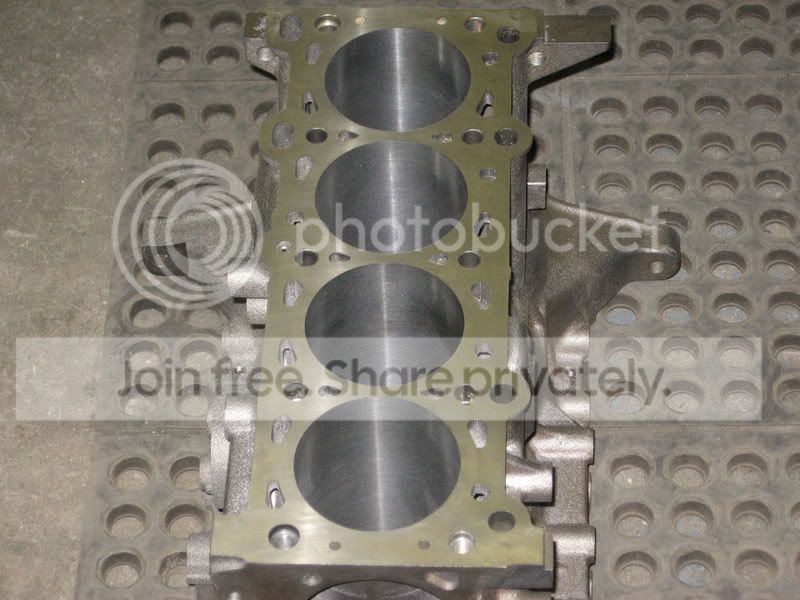
boring in process, finished bore to the left, cut to 3.324" piston dia
finished bored block
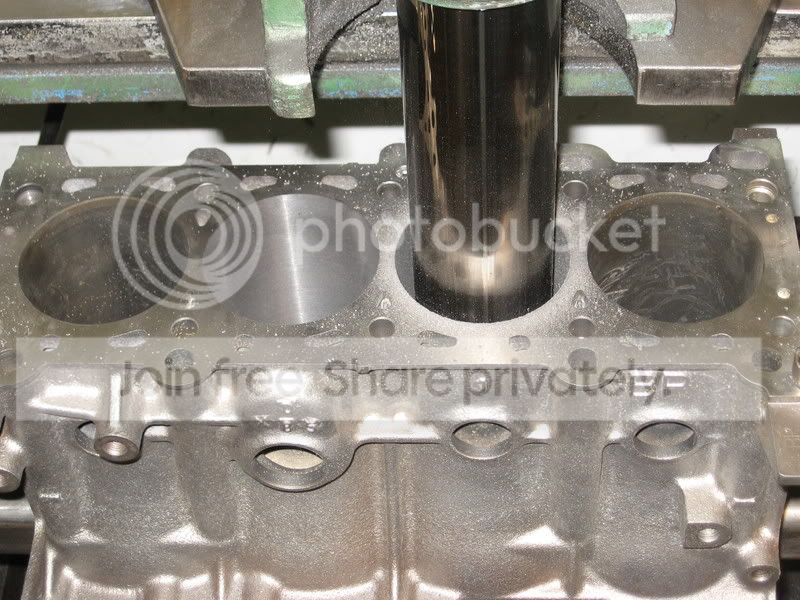
set up om quikways powerstroke honing machine

finish honed block, honed in .0025 clearence per wiseco specs

next up deburing and block prep, balancing and preping rotating assembly
got some engine work done today
set up for decking
decking in process, van norman surfacing machine, cut .005"
finished surface
squared up for boring, quikways boring bar
boring in process, finished bore to the left, cut to 3.324" piston dia
finished bored block
set up om quikways powerstroke honing machine
finish honed block, honed in .0025 clearence per wiseco specs
next up deburing and block prep, balancing and preping rotating assembly
Honda-Tech Member
Joined: Apr 2001
Posts: 16,905
Likes: 3
From: Lansdale, PA
be sure to post back when your pistons are scuffed to all hell with damn near no piston to wall clearance...
i give you 1000 miles.
i give you 1000 miles.
Thread Starter
Honda-Tech Member
Joined: Feb 2004
Posts: 245
Likes: 0
From: middletown, ct, usa
your telling me to vear from wisecos specs, in all of the blocks we have bored, and thats 20years worth, we havent had a problem with the specs. they dont say the alloy of the aluminum, could it be low expantion material, i dont know, but every piston manufacturer gives there clearence on the box
Trending Topics
Shooting Star
Joined: Jan 2006
Posts: 4,408
Likes: 0
From: The Lou, MO, US
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by DaveF »</TD></TR><TR><TD CLASS="quote">be sure to post back when your pistons are scuffed to all hell with damn near no piston to wall clearance...
i give you 1000 miles. </TD></TR></TABLE>I wonder since its a full iron block if the ptw is enough
i give you 1000 miles. </TD></TR></TABLE>I wonder since its a full iron block if the ptw is enough
Thread Starter
Honda-Tech Member
Joined: Feb 2004
Posts: 245
Likes: 0
From: middletown, ct, usa
i let the block sit in the machine over the weekend, when i go in today im gonna check the bores for shrinkage, ill prob have to hive them a couple more strokes, kehl tech performance
Thread Starter
Honda-Tech Member
Joined: Feb 2004
Posts: 245
Likes: 0
From: middletown, ct, usa
the block shrunk down a couple tenths, im gonna hit it with the fine stones again tomm, lol u guys made me nervous with the piston to wall clearence, i think im gonna loosen it up just a bit, it is a race motor, and loose wont hurt, if it were a v8 with side load on the piston i would be a little more worried about loosening it up, ill see where i am tomm when i work on it. i gotta have it out of the honing machine tomm

Thread Starter
Honda-Tech Member
Joined: Feb 2004
Posts: 245
Likes: 0
From: middletown, ct, usa
not realy, i but apperently so, the dial bore dosnt lie, and i could prove this time and time again, if we hone a block and then let it sit over night or a hr and check it again it normaly shrinks down like 2 tenths

Honda-Tech Member
Joined: May 2003
Posts: 2,057
Likes: 1
From: mother russia
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by 4drsedaneg »</TD></TR><TR><TD CLASS="quote">its a bpze from a 94 miata, see my other post called, some non honda fab(tube front.caged miata drift car)</TD></TR></TABLE>
link?
link?
Honda-Tech Member

Joined: Sep 2003
Posts: 508
Likes: 0
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by FastCougar »</TD></TR><TR><TD CLASS="quote">you mean 2 thousandths ??? tenths of an inch are HUGE!</TD></TR></TABLE>
Manufacturing Industry Jargon:
Tenths usually refers to two ten thousands: .0002"
Two thousands: .002"
Twenty thousands: .020"
Two Hundred thousands: .200"
Just a general for everyone.
Manufacturing Industry Jargon:
Tenths usually refers to two ten thousands: .0002"
Two thousands: .002"
Twenty thousands: .020"
Two Hundred thousands: .200"
Just a general for everyone.
Honda-Tech Member
Joined: Jul 2002
Posts: 5,695
Likes: 0
From: Chicagoland, usa
I'm looking at the spec sheet from Wiesco for my 1mm (3.11"/79mm) oversize 1.6l pistons.
0.0030 is the spec directly from wiesco. And it should be measured 1.300" from the bottom of the oil ring opening.
0.0030 is the spec directly from wiesco. And it should be measured 1.300" from the bottom of the oil ring opening.
Thread Starter
Honda-Tech Member
Joined: Feb 2004
Posts: 245
Likes: 0
From: middletown, ct, usa
thats all good and fine exept that my sheet says .025" measured in the same place, at the lowest point on the skirt or at 1.300" below the oil ring
'
'