

...And why I love honda-tech

Thread Starter
Honda-Tech Member
Joined: Apr 2006
Posts: 622
Likes: 0
From: MESA, AZ, USA
Thanks guys for all the tips and tricks!
In the end, knowledge is always owned by skill.
So to all those guys that want to know "how to tig weld", PRACTICE!!






Modified by DESTROYER at 5:47 PM 5/6/2007
In the end, knowledge is always owned by skill.
So to all those guys that want to know "how to tig weld", PRACTICE!!





Modified by DESTROYER at 5:47 PM 5/6/2007
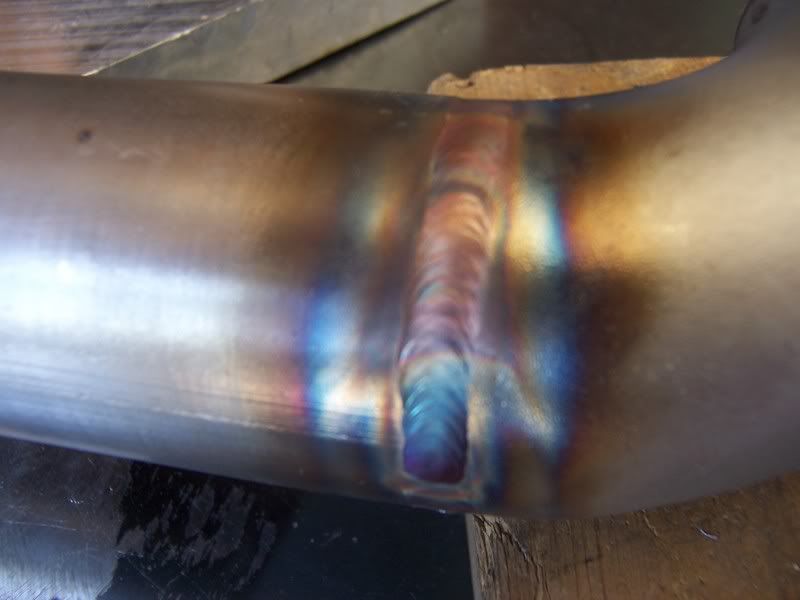
Iregular HAZ. Common term you will hear welding(heat affected zone) you see the heat rings, you want to try your best to keep them minimal well getting full penetration and they should remain tight, even and the same shade
Undercut. This usually means your going to fast or not adding enough filler, if you have proper penetraion you need more filler if your not getting the desired penetrition slow down if needed its fixable with a clean up pass which would be another pass around or just where needed. But concentrate on avoiding needing to clean up undercut.
Pattern not vary tight. This is telling me your speed is alittle fast, the "dimes" look everone wants has to be held vary tight and takes time so dont worry about slowing down and taking your time.
You want a constant pattern in the "dimes" and they should be tight as possible.
Other then that you getting it for a starter.
Lets see the backside for penetration and a better idea on how your running.
Modified by kid-honda at 10:33 AM 5/5/2007
Undercut. This usually means your going to fast or not adding enough filler, if you have proper penetraion you need more filler if your not getting the desired penetrition slow down if needed its fixable with a clean up pass which would be another pass around or just where needed. But concentrate on avoiding needing to clean up undercut.
Pattern not vary tight. This is telling me your speed is alittle fast, the "dimes" look everone wants has to be held vary tight and takes time so dont worry about slowing down and taking your time.
You want a constant pattern in the "dimes" and they should be tight as possible.
Other then that you getting it for a starter.
Lets see the backside for penetration and a better idea on how your running.
Modified by kid-honda at 10:33 AM 5/5/2007

Honda-Tech Member
Joined: Sep 2004
Posts: 1,257
Likes: 0
From: Fargo, ND, US
To me looks pretty good.. but i don't think the lil bit of cockyness was at all needed for the qualty of the welds.
ohh and jamie what have you welded to be giving this kind of harsh review???
ohh and jamie what have you welded to be giving this kind of harsh review???
Trending Topics
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by 91jdmhatchback »</TD></TR><TR><TD CLASS="quote">To me looks pretty good.. but i don't think the lil bit of cockyness was at all needed for the qualty of the welds.
ohh and jamie what have you welded to be giving this kind of harsh review??? </TD></TR></TABLE>
Auto body diploma with a welding couse, a diploma in welding/bluprint and fabrication and a auto welding certification.
But your right, now that I read it it does look harsh as I gave no reasoning, I will change that but I did say he is doing good for a starter, and definetly great for not having a one on one teacher. I am no tig pro as most of my welding experience is SMAW(mostly 6010, all positions 1/8 inch to 1 inch and pipe) and GMAW (both solid and flux, all positions, same sizes no pipe), In GTAW I have done in all positions but over head, steel, stainless and some positions alluminium and vary minor GTAW with pulse. but next fall I am going back on my own time to get a couple of tig certifications. One being 2 inch pipe.
So as before good effort and when I first started I had the same problems Sometimes still do
Sometimes still do  Tig takes so much practice as I still udercut sometimes but that is fixable with a clean up pass, my biggest problem before was "sugaring" the backside with to much heat.
Tig takes so much practice as I still udercut sometimes but that is fixable with a clean up pass, my biggest problem before was "sugaring" the backside with to much heat.
Sorry your thread got a little off track.
Modified by kid-honda at 10:16 AM 5/5/2007
Modified by kid-honda at 10:21 AM 5/5/2007
ohh and jamie what have you welded to be giving this kind of harsh review???
</TD></TR></TABLE>Auto body diploma with a welding couse, a diploma in welding/bluprint and fabrication and a auto welding certification.
But your right, now that I read it it does look harsh as I gave no reasoning, I will change that but I did say he is doing good for a starter, and definetly great for not having a one on one teacher. I am no tig pro as most of my welding experience is SMAW(mostly 6010, all positions 1/8 inch to 1 inch and pipe) and GMAW (both solid and flux, all positions, same sizes no pipe), In GTAW I have done in all positions but over head, steel, stainless and some positions alluminium and vary minor GTAW with pulse. but next fall I am going back on my own time to get a couple of tig certifications. One being 2 inch pipe.
So as before good effort and when I first started I had the same problems
Sometimes still do Tig takes so much practice as I still udercut sometimes but that is fixable with a clean up pass, my biggest problem before was "sugaring" the backside with to much heat.Sorry your thread got a little off track.
Modified by kid-honda at 10:16 AM 5/5/2007
Modified by kid-honda at 10:21 AM 5/5/2007
Thread Starter
Honda-Tech Member
Joined: Apr 2006
Posts: 622
Likes: 0
From: MESA, AZ, USA
Thanks alot for the tips and insight guys. I apologize for maybe coming off as a little cocky, I by no means am, however I am proud of my accomplishments thus far. Get to know me, you'll know I'm a very humble person.
My faults were all called out, which goes to show how much experience you guys really do have!
Now one issue I had with the 304 pipe, was when I backpurged, it still had some sugar that formed on the backside! I tape off one end with aluminum tape and punch a pencil-width hole in it, block off the other end with a rubber fitting thingy (home depot pipe cap) with a hole in it for the argon line, and ran 3-4cfm into it for 2 minutes before I even started welding, yet sugar still formed. What did I do wrong?
Jimmy
My faults were all called out, which goes to show how much experience you guys really do have!
Now one issue I had with the 304 pipe, was when I backpurged, it still had some sugar that formed on the backside! I tape off one end with aluminum tape and punch a pencil-width hole in it, block off the other end with a rubber fitting thingy (home depot pipe cap) with a hole in it for the argon line, and ran 3-4cfm into it for 2 minutes before I even started welding, yet sugar still formed. What did I do wrong?
Jimmy
Honda-Tech Member
Joined: Oct 2004
Posts: 1,972
Likes: 0
From: sheridan, wyoming, usa
Argon is heavier than air. It will fall through any gaps in your fitup if you don't seal it up while you are welding. It's early and I'm way to lazy to type this all out. There was a thread by Weirtech about backpurging and we discussed all this in length. It should answer any and all questions you have.

Thread
Thread Starter
Forum
Replies
Last Post
spAdam
Road Racing / Autocross & Time Attack
8
Apr 22, 2013 07:29 AM