

Some tries at stainless tube, help appreciated

Thread Starter
Honda-Tech Member
Joined: Jan 2005
Posts: 5,641
Likes: 0
From: Lower Right Hand Corner, PA


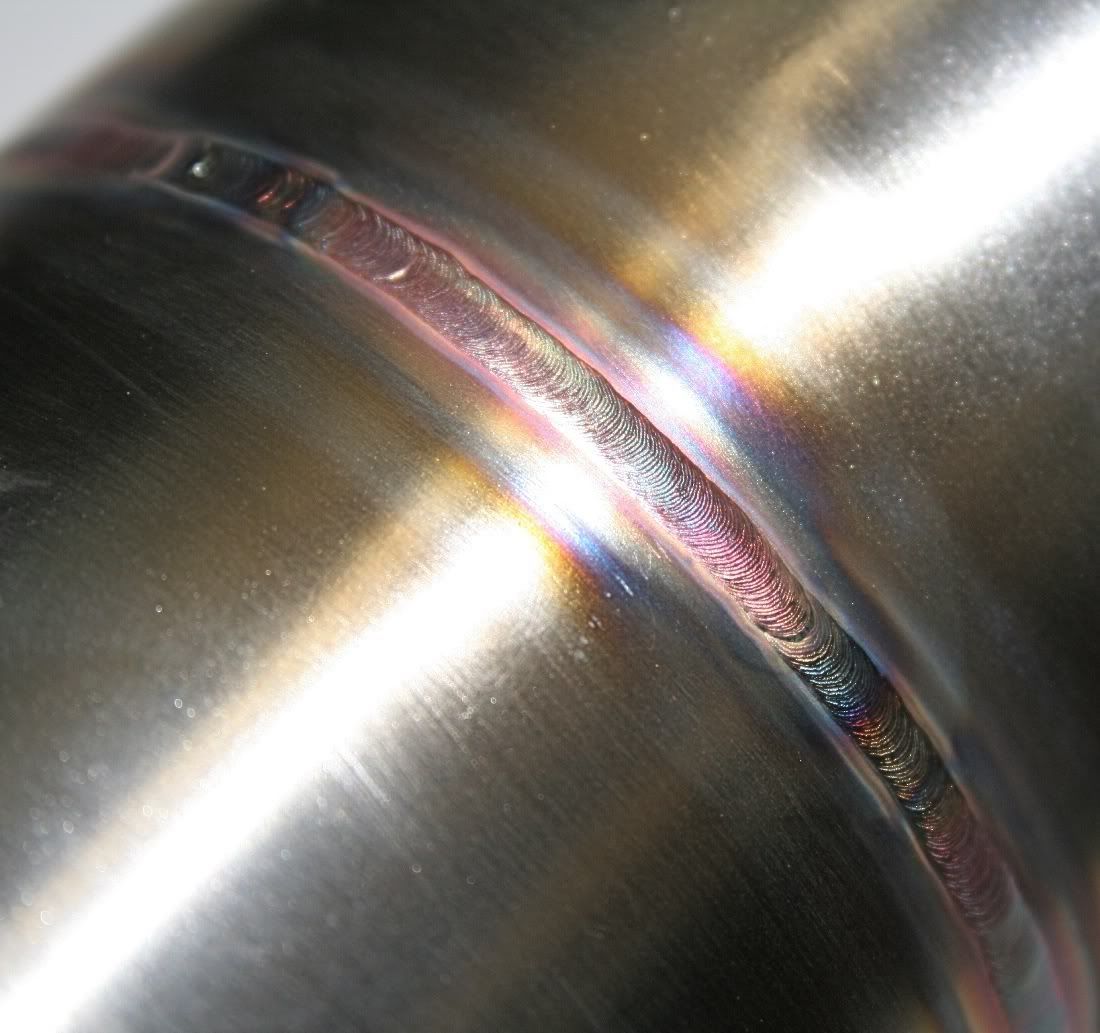
Material is .065 316SS.
Miller Diversion 165 @ ~60amps
3/32 Arc-zone Hybrid Tungsten (sharpened to a point)
1/16 308L filler
This is my first time really working with stainless, but I can't seem to get it to NOT undercut. Penetration I have no problem with. (I don't have a backpurge setup yet, working on that).
Feels like I either don't get enough filler in or I put so much in the weld pool freezes and starts to walk across the joint. Thoughts?
Honda-Tech Member
Joined: Jul 2009
Posts: 534
Likes: 0
Once more, I'm no pro, so if I'm wrong, hope experienced guys will correct me  (hate to write this everytime... will need to copy/paste it
(hate to write this everytime... will need to copy/paste it  )
)
IMO they look cooked... too much heat into those welds. I would suggest using 50 or less amps and making a bevel on that tube, bevel will help you with holding that bead in a straight line! If you bevel it, you should use ~40-45amps. Also I would suggest getting .045" filler, whether you bevel that tube or not!
Hope that helps.
(hate to write this everytime... will need to copy/paste it )IMO they look cooked... too much heat into those welds. I would suggest using 50 or less amps and making a bevel on that tube, bevel will help you with holding that bead in a straight line! If you bevel it, you should use ~40-45amps. Also I would suggest getting .045" filler, whether you bevel that tube or not!
Hope that helps.
OG Fabricator
Joined: Dec 2008
Posts: 1,073
Likes: 0
From: texas
Once more, I'm no pro, so if I'm wrong, hope experienced guys will correct me (hate to write this everytime... will need to copy/paste it )
IMO they look cooked... too much heat into those welds. I would suggest using 50 or less amps and making a bevel on that tube, bevel will help you with holding that bead in a straight line! If you bevel it, you should use ~40-45amps. Also I would suggest getting .045" filler, whether you bevel that tube or not!
Hope that helps.
(hate to write this everytime... will need to copy/paste it )IMO they look cooked... too much heat into those welds. I would suggest using 50 or less amps and making a bevel on that tube, bevel will help you with holding that bead in a straight line! If you bevel it, you should use ~40-45amps. Also I would suggest getting .045" filler, whether you bevel that tube or not!
Hope that helps.
Try 40 amps, and .035 filler. To much heat, and to big of filler is your problem, try it out and post some pics!
Thread Starter
Honda-Tech Member
Joined: Jan 2005
Posts: 5,641
Likes: 0
From: Lower Right Hand Corner, PA
Thanks a lot guys, I need to get some smaller filler. I had a feeling that was my problem, because I needed all the heat just to get it to move freely.
Also, what gives away too much heat? The color? Trying to learn what to look for so I can know what mistakes I'm making.
Also, what gives away too much heat? The color? Trying to learn what to look for so I can know what mistakes I'm making.
Honda-Tech Member
Joined: Jul 2009
Posts: 534
Likes: 0
Thanks a lot guys, I need to get some smaller filler. I had a feeling that was my problem, because I needed all the heat just to get it to move freely.
Also, what gives away too much heat? The color? Trying to learn what to look for so I can know what mistakes I'm making.
Also, what gives away too much heat? The color? Trying to learn what to look for so I can know what mistakes I'm making.
http://www.youtube.com/watch?v=tNYmo2_DI6c 3:44 minute, check hole video!

Thread Starter
Honda-Tech Member
Joined: Jan 2005
Posts: 5,641
Likes: 0
From: Lower Right Hand Corner, PA
#8 cup w/ gas lense, 20CFM argon flow. And because I suck at round tube still I don't travel more than 1/4 of the pipe diameter at a time. 
Trending Topics

OG Fabricator
Joined: Dec 2008
Posts: 1,073
Likes: 0
From: texas
Thread Starter
Honda-Tech Member
Joined: Jan 2005
Posts: 5,641
Likes: 0
From: Lower Right Hand Corner, PA
Sounds good! I just ordered some .045 and .035 308l rods so once they're here I'll try again and post up! Thanks dude!
Honda-Tech Member
Joined: Feb 2008
Posts: 72
Likes: 0
From: Denton, TX
I disagree on the filler issue. I've welded manifolds for many years now and use 1/16 filler regularly. Your amperage is too high though, period. You can get away with that high if your pace is faster, but your just putting too much heat in the material for the speed your going. Also, make sure your post purging long enough.
OG Fabricator
Joined: Dec 2008
Posts: 1,073
Likes: 0
From: texas
I disagree on the filler issue. I've welded manifolds for many years now and use 1/16 filler regularly. Your amperage is too high though, period. You can get away with that high if your pace is faster, but your just putting too much heat in the material for the speed your going. Also, make sure your post purging long enough.
Just my thoughts
Thread Starter
Honda-Tech Member
Joined: Jan 2005
Posts: 5,641
Likes: 0
From: Lower Right Hand Corner, PA
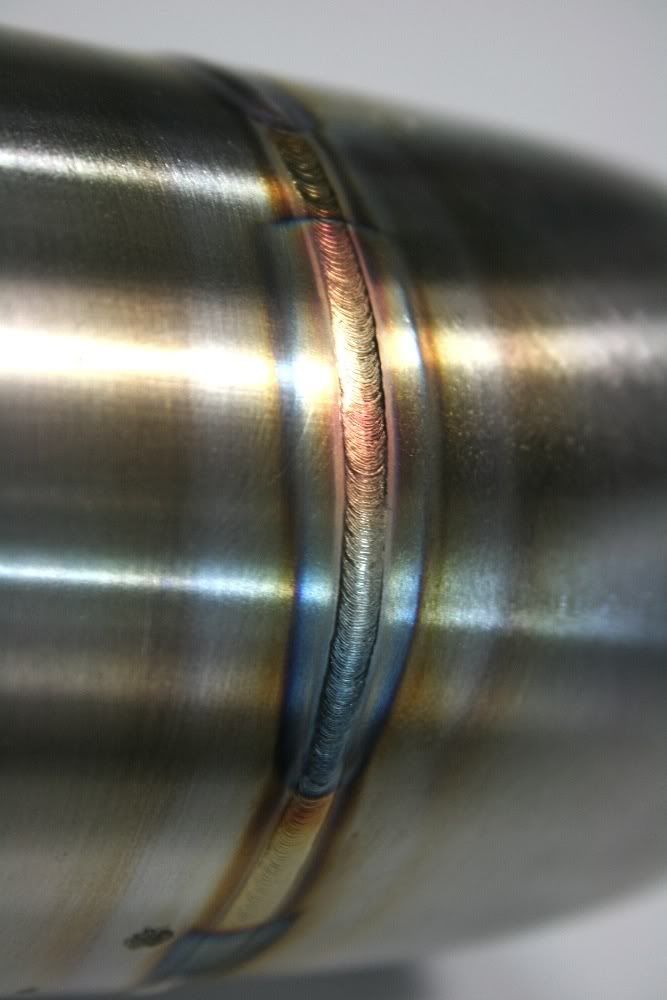
Ok, try number 2.


~40A and .035 filler. #8 cup. Everything else is the same as before.
Metal is prepped with a slight bevel with a land about half the thickness of the original thickness. Again, no issues with penetration, and I really need to get myself a purge setup lol.
How does it look?
My thoughts... much easier to control the puddle, welds came out a lot neater and a lot flatter. I do need to work on my consistency, and I need to add a little bit more filler sometimes. The welds on the right seem better to me, I was able to dip more often. Some of it gets a little bit concave, I'm not sure if that is a product of simply not getting enough filler in there, too much heat, or if it's really not that big of a deal. Colors look a lot better to me too. This is just me guessing lol, so if I'm wrong please let me know!
~40A and .035 filler. #8 cup. Everything else is the same as before.
Metal is prepped with a slight bevel with a land about half the thickness of the original thickness. Again, no issues with penetration, and I really need to get myself a purge setup lol.
How does it look?
My thoughts... much easier to control the puddle, welds came out a lot neater and a lot flatter. I do need to work on my consistency, and I need to add a little bit more filler sometimes. The welds on the right seem better to me, I was able to dip more often. Some of it gets a little bit concave, I'm not sure if that is a product of simply not getting enough filler in there, too much heat, or if it's really not that big of a deal. Colors look a lot better to me too. This is just me guessing lol, so if I'm wrong please let me know!
Honda-Tech Member
Joined: Nov 2006
Posts: 1,680
Likes: 0
From: Tuning in, KY, USA
Looks a lot better!
I've had pretty good luck with back stitching, helps keep the heat down. It also is easier to maintain strait lines when they are so small.
I've had pretty good luck with back stitching, helps keep the heat down. It also is easier to maintain strait lines when they are so small.
OG Fabricator
Joined: Dec 2006
Posts: 1,342
Likes: 0
From: Calgary, Alberta, Canada
OG Fabricator
Joined: Dec 2006
Posts: 1,342
Likes: 0
From: Calgary, Alberta, Canada
I disagree on the filler issue. I've welded manifolds for many years now and use 1/16 filler regularly. Your amperage is too high though, period. You can get away with that high if your pace is faster, but your just putting too much heat in the material for the speed your going. Also, make sure your post purging long enough.
I am a small-rod proponent as I believe it flows better with smoother weld profiles in and out.
Recent weld with .035" filler..

Weld from a few months ago with .024" filler...
Another...
old days using .063" filler


Thread Starter
Honda-Tech Member
Joined: Jan 2005
Posts: 5,641
Likes: 0
From: Lower Right Hand Corner, PA
That's freakin' sex bells. Someday I will be able to do that, lol.
More practice. Better? What can I do about the "graying" in between my stop points. Is that a gas coverage thing or a moving too slow thing?




As for the postflow issue, the diversion has an automatic postflow of I think 10 seconds, which seems to leave me with a "deep blue" color on my stopping points. If I pull away at the right point I can get it to turn gold/redish, but I'm still working on the "feel" for that.
More practice. Better? What can I do about the "graying" in between my stop points. Is that a gas coverage thing or a moving too slow thing?
As for the postflow issue, the diversion has an automatic postflow of I think 10 seconds, which seems to leave me with a "deep blue" color on my stopping points. If I pull away at the right point I can get it to turn gold/redish, but I'm still working on the "feel" for that.
I Deliver 
Joined: Jun 2004
Posts: 1,036
Likes: 0
The graying in between could be moving too fast with too much heat. If the metal is still too hot when it leaves the gas sheilding it will turn gray. I weld .065 @55-70A.
Just went up and saw your using 308l rod. You will get WAY more color out of 316 rod........ I dont do this because most stuff i weld is ASME certified, but i hear a lot of people cheat and us 316L rod on 304 pipe so they get more color..... cough cough
Just went up and saw your using 308l rod. You will get WAY more color out of 316 rod........ I dont do this because most stuff i weld is ASME certified, but i hear a lot of people cheat and us 316L rod on 304 pipe so they get more color..... cough cough
Thread Starter
Honda-Tech Member
Joined: Jan 2005
Posts: 5,641
Likes: 0
From: Lower Right Hand Corner, PA
Haha, thanks for the input about the rod. I'm not really worried about getting amazing colors, I will probably wire brush them out anyway on my finished piece when I finally do one. I really don't like the color orgasm going on. I just wanted to make sure that the "grays" that I'm getting are not detrimental to my welds.
Thread Starter
Honda-Tech Member
Joined: Jan 2005
Posts: 5,641
Likes: 0
From: Lower Right Hand Corner, PA
Sweet, thanks man!
I just ordered an exhaust kit for my daily to build. So a little actual practice will be nice. I'll post up when I get to do it.
I just ordered an exhaust kit for my daily to build. So a little actual practice will be nice.
I'll post up when I get to do it.
Thread Starter
Honda-Tech Member
Joined: Jan 2005
Posts: 5,641
Likes: 0
From: Lower Right Hand Corner, PA


Did this today while building a stealthy muffler for my daily. Pretty happy with it!
Also found out that I was accidentily using the .045 filler for the practice welds I posted. I switched my .035 and .045 numbers around by accident. Whoops! Exhaust is on it's way, so I'll try the .035 when I get it in.

Thread
Thread Starter
Forum
Replies
Last Post
FAZT AZZ CIVIC93
Honda Civic / Del Sol (1992 - 2000)
3
Jan 18, 2009 11:27 AM
sheepey
Drag Racing
23
Oct 15, 2006 07:16 PM