

Aluminum TIG Issues

Thread Starter
Honda-Tech Member
Joined: Sep 2006
Posts: 570
Likes: 0
From: walnut, ca, usa
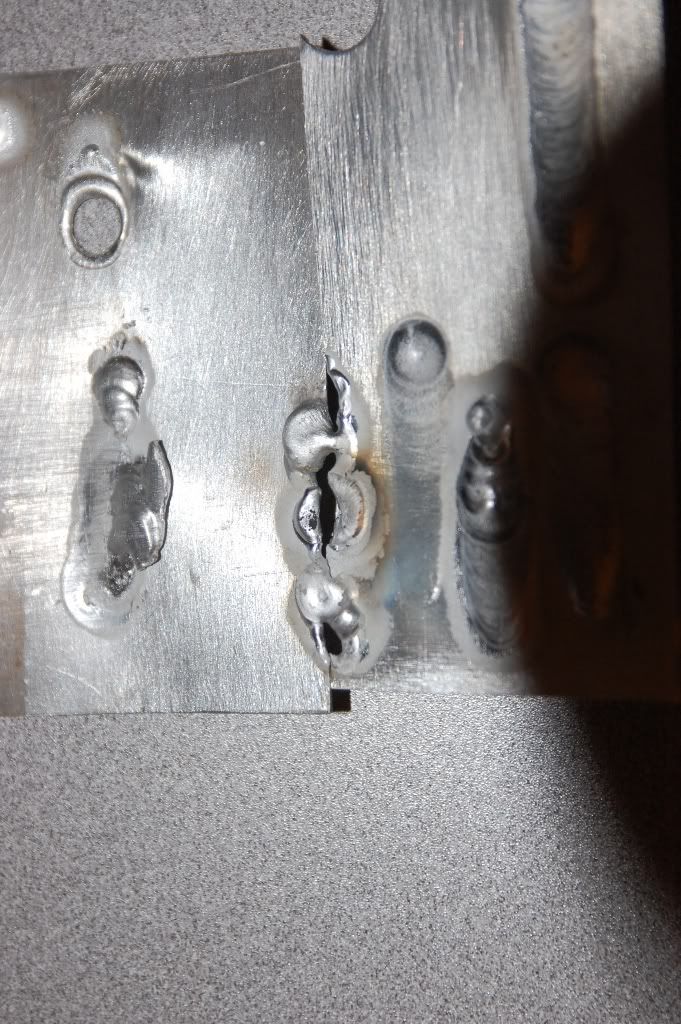
I've read around on here for tips on welding aluminum and I started getting the hang of getting a puddle started but I cannot seem to get a puddle going for 2 separate pieces that I'm trying to join. I was practicing on some scrap and every time I tried to start the puddle it was rip a hole rite away in one of the sheets even if I concentrated the heat away from that sheet.
Any suggestions? btw I'm using a Syncrowave 180, Red tungsten electrode. Used about 50 amps for these thin sheets.

Any suggestions? btw I'm using a Syncrowave 180, Red tungsten electrode. Used about 50 amps for these thin sheets.
Honda-Tech Member
Joined: Oct 2004
Posts: 1,972
Likes: 0
From: sheridan, wyoming, usa
You are just moving to slow and not adding enough filler. You need to be aggressive about adding filler with AL. AL looooves to crack with a lack of filler.
I wouldnt recommend thin sheet for a beginner learning to weld AL. Get something thicker to practice on so you can learn to control the puddle and properly add filler without the added distraction of burning through. Once you get used to it you then move to thin ****.
OG Fabricator
Joined: Dec 2006
Posts: 1,342
Likes: 0
From: Calgary, Alberta, Canada
I promise you will be able to break that weld by hand if you dont use filler.
You are just moving to slow and not adding enough filler. You need to be aggressive about adding filler with AL. AL looooves to crack with a lack of filler.
I wouldnt recommend thin sheet for a beginner learning to weld AL. Get something thicker to practice on so you can learn to control the puddle and properly add filler without the added distraction of burning through. Once you get used to it you then move to thin ****.
You are just moving to slow and not adding enough filler. You need to be aggressive about adding filler with AL. AL looooves to crack with a lack of filler.
I wouldnt recommend thin sheet for a beginner learning to weld AL. Get something thicker to practice on so you can learn to control the puddle and properly add filler without the added distraction of burning through. Once you get used to it you then move to thin ****.
Aluminum weldign is best done close to stainless technique. Use a smaller rod and add it more often.

Honda-Tech Member
Joined: Nov 2003
Posts: 2,519
Likes: 1
From: Auburn, wa, usa
^^^ I find that red tungsten is better and last longer on aluminum. Just make sure you ball your tungsten before you start welding. A piece of copper and reverse the polarity on the AC and you can ball up the tungsten a little bit.
Trending Topics

Junior Member
Joined: Nov 2009
Posts: 39
Likes: 0
From: Bellows Falls VT
haha, it's so funny, all the advice is different. I would use, 2% thoriated (red), sharpened with my balance toward the pen side. Use a small arc and keep the fit tight and get the rod in before you cut a hole. I often put the rod in before I have a puddle and "blow it in" with a bit of arc force on really thin stuff. Get your face close to the puddle, like the one fell said, avoid the thin stuff and get it super clean and burr-free. Balling the electrode spreads the heat (good) but makes it harder to get the arc to go where you want.

Thread
Thread Starter
Forum
Replies
Last Post