

my first manifold...t3 twinscroll built for a holset

Thread Starter
Honda-Tech Member
Joined: Dec 2003
Posts: 920
Likes: 0
From: bumfuck egypt, SD, US
Well, I bought swappedturboegg's old hx40, so I decided to make a twinscroll manifold for it. I figured I might as well jump right into it, most people probably start out making logs, not me..lol. I know I need more practice, but hopefully it won't be long until I can do this at a professional level. Ayway, here are a few pics..




Going for a unique style, haven't seen this configuration before. Also trying to be close to equal length, and hopefully fit power steering too. Notice the last runner is just tacked, if it doesn't fit the p/s, I can still mess with it.
Going for a unique style, haven't seen this configuration before. Also trying to be close to equal length, and hopefully fit power steering too. Notice the last runner is just tacked, if it doesn't fit the p/s, I can still mess with it.
is that a b series into an accord? woah
doesn't matter if he backpurges, manifolds, IF WELDED WELL, will be just fine.
doesn't matter if he backpurges, manifolds, IF WELDED WELL, will be just fine.

Honda-Tech Member
Joined: Jun 2006
Posts: 978
Likes: 0
From: Abbotsford, BC
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by wade »</TD></TR><TR><TD CLASS="quote">is that a b series into an accord? woah
doesn't matter if he backpurges, manifolds, IF WELDED WELL, will be just fine.</TD></TR></TABLE>
No, you are wrong, very wrong. Go back to welding school.
doesn't matter if he backpurges, manifolds, IF WELDED WELL, will be just fine.</TD></TR></TABLE>
No, you are wrong, very wrong. Go back to welding school.
Trending Topics
Working
Joined: Dec 2001
Posts: 8,571
Likes: 6
From: Knoxville,TN U.S.
OK those three posts were deleted and that is the end of that. If you would like to debate backpurging then create a new thread.
Thread Starter
Honda-Tech Member
Joined: Dec 2003
Posts: 920
Likes: 0
From: bumfuck egypt, SD, US
The normal ram isn't set up for twinscroll though. Wrong cyls paired together.
As far as backpurging, do you guys backpurge with argon or co2, or does that depend on how much heat you're using, what metal, etc?
I have tried backpurging, I've done it and not done it, and I couldn't really tell a difference. If you guys want to enlighten me on this, go ahead. I freely contest bs info, but I know there are people here who know a lot more than I currently do about this, and I am welcoming their info.
As far as backpurging, do you guys backpurge with argon or co2, or does that depend on how much heat you're using, what metal, etc?
I have tried backpurging, I've done it and not done it, and I couldn't really tell a difference. If you guys want to enlighten me on this, go ahead. I freely contest bs info, but I know there are people here who know a lot more than I currently do about this, and I am welcoming their info.
Joined: Sep 2007
Posts: 26
Likes: 0
From: Tacoma, Wa, USA
You should be able to notice a huge difference from backpurging, The inside of your weld joint wont be all black and sugared. In theory your weld joint will have very distinguishable beads just as on the outside of the joint(if you search this forum you will find some very skilled people that have taken photos of the welds. Imagine if some of that black crusty stuff flaked, chipped or otherwise came off and hit your turbine blades at whatever speed it would. Best to backpurge with Argon.
Thread Starter
Honda-Tech Member
Joined: Dec 2003
Posts: 920
Likes: 0
From: bumfuck egypt, SD, US
Well, I didn't. The inside of the weld looked basically the same. It still got that weird looking crystally rock formation looking appearance. It never got black, purged or not. There was never anything that would come off, either. I tried this on a scrap piece, I put way more heat into it than needed just to experiment.
Pm feature works well.
Modified by rorik at 9:28 PM 1/6/2008
Pm feature works well.
Modified by rorik at 9:28 PM 1/6/2008
Thread Starter
Honda-Tech Member
Joined: Dec 2003
Posts: 920
Likes: 0
From: bumfuck egypt, SD, US
Another thing, when welding mild exhaust tubing without backpurging, I could get the weld bead to show on the inside almost perfectly, but with just a little surface discoloration/oxidation. Haven't tried backpurging the exhaust tubing. I have been completely unable to get that appearance with 304, w/wo backpurging, wtf. It always gets that crystally looking **** or just doesn't come 100% through. So on this manifold I just made sure I had enough filler to compensate for any areas lacking 100% penetration.
Thread Starter
Honda-Tech Member
Joined: Dec 2003
Posts: 920
Likes: 0
From: bumfuck egypt, SD, US
Yeah, I do have the gas lense. I guess I should have put more effort into appearance before posting it up on here. Like I said though, first manifold. I was having enough trouble figuring out how to route everything, how to get at everything with the welder, and how to prevent everything from moving and not lining up after/while being welded. This isn't something I would try to sell, it's just going on my own car. My next one will look a lot better.
I think I'll do some welds on some spare metal and ask you guys what I did wrong or should be done better.
I think I'll do some welds on some spare metal and ask you guys what I did wrong or should be done better.
Thread Starter
Honda-Tech Member
Joined: Dec 2003
Posts: 920
Likes: 0
From: bumfuck egypt, SD, US
There wasn't anything on the metal, it was just ground at the edges with my grinder/cut off saw/carbide die grinder on the inside. The gas flow is about 18, post flow is about 6 seconds. Aside from not being careful enough with the weld's appearance, I guess I need to put more effort into setting up a legit backpurging method. I tried to use tape, and the adhesive got all gooey and wouldn't stick, and I was getting pretty annoyed by that.
I have a question about the tungsten, do you guys re sharpen/clean the tungsten if you barely touch the metal with it? I've been just holding it in front of a piece of scrap and pushing the pedal down to 150 amps or so for a few seconds, it seems to vaporize the steel from the tip, and then I can continue welding. That only works if I just barely touched the metal though, and if the tungsten is still a nice point. Otherwise it will leave black **** behind, and the arc will be all green and unstable.
I have a question about the tungsten, do you guys re sharpen/clean the tungsten if you barely touch the metal with it? I've been just holding it in front of a piece of scrap and pushing the pedal down to 150 amps or so for a few seconds, it seems to vaporize the steel from the tip, and then I can continue welding. That only works if I just barely touched the metal though, and if the tungsten is still a nice point. Otherwise it will leave black **** behind, and the arc will be all green and unstable.
Thread Starter
Honda-Tech Member
Joined: Dec 2003
Posts: 920
Likes: 0
From: bumfuck egypt, SD, US
no, backpurging is displacing the air inside the tubes (on the other side of the weld) with shielding gas, to prevent oxidation/contamination on the inside, if you're getting 100% penetration.
I suppose I'll get a better setup to do this, I didn't even think of using aluminum foil on the ends of the tubes.. What I'm currently questioning is what would be wrong with backpurging with c02? I don't have a T fitting for my argon regulator, but I do have a separate co2 tank and regulator. I know C02 dissociates into C0 and 02 in the tig arc, making it unsuitable for tig welding (also verified by my own experimentation) but I don't get why it doesn't do that in a mig arc. Either way, I Highly doubt it would do that just being exposed to the back of the weld, which is much cooler than the arc itself.
I suppose I'll get a better setup to do this, I didn't even think of using aluminum foil on the ends of the tubes.. What I'm currently questioning is what would be wrong with backpurging with c02? I don't have a T fitting for my argon regulator, but I do have a separate co2 tank and regulator. I know C02 dissociates into C0 and 02 in the tig arc, making it unsuitable for tig welding (also verified by my own experimentation) but I don't get why it doesn't do that in a mig arc. Either way, I Highly doubt it would do that just being exposed to the back of the weld, which is much cooler than the arc itself.
Honda-Tech Member
Joined: Oct 2004
Posts: 1,972
Likes: 0
From: sheridan, wyoming, usa
CO2 is an active gas not inert and it will mess with the makeup of the stainless causing it to potentially rust.
You are tigging with argon anyway. Spend $5 on a T setup so you can split your argon flow.
Instead of trying to cut corners just take the extra 15 mins and $5 to do it right and save yourself the headache.
I would run your gas at about 25-30 and bump your postflow to to 8-10.
I can get away with using that high of a flow rate with a lense as it dissipates the gas better. Trust me it will help out on your gas coverage issues.
Also you can't see all the contamination on the pipe there are many unseen things that can cause you problems. Wire wheel the els with a stainless wheel and then clean with acetone.
You should see some real improvement then.
You are tigging with argon anyway. Spend $5 on a T setup so you can split your argon flow.
Instead of trying to cut corners just take the extra 15 mins and $5 to do it right and save yourself the headache.
I would run your gas at about 25-30 and bump your postflow to to 8-10.
I can get away with using that high of a flow rate with a lense as it dissipates the gas better. Trust me it will help out on your gas coverage issues.
Also you can't see all the contamination on the pipe there are many unseen things that can cause you problems. Wire wheel the els with a stainless wheel and then clean with acetone.
You should see some real improvement then.



Honda-Tech Member
Joined: Sep 2002
Posts: 6,022
Likes: 0
From: tha East Coast
For your first manifold, I love it. Keep Up the good work. Just take as many pointers as you can and maybe if you make another, it'll turn out twice as nice.
If you spend time and have a "GOOD" prep and back purge, You'll have a pretty manifold and a "solid" manifold in hopes that your manifold will not crack... Well at a weld anyways. Here are some examples
back purged

VS
not
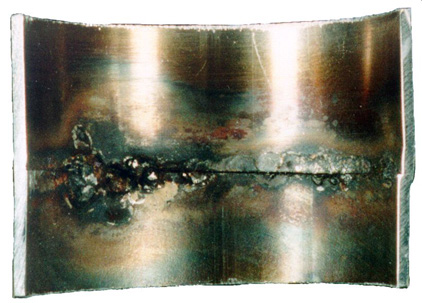
Here is an example of cleaning and prep work VS none.

Back Purged and Cleaned / Preped



Modified by JDMs1eeper at 1:20 AM 1/19/2008
If you spend time and have a "GOOD" prep and back purge, You'll have a pretty manifold and a "solid" manifold in hopes that your manifold will not crack... Well at a weld anyways. Here are some examples
back purged
VS
not
Here is an example of cleaning and prep work VS none.
Back Purged and Cleaned / Preped
Modified by JDMs1eeper at 1:20 AM 1/19/2008

Thread Starter
Honda-Tech Member
Joined: Dec 2003
Posts: 920
Likes: 0
From: bumfuck egypt, SD, US
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by JDMs1eeper »</TD></TR><TR><TD CLASS="quote">
</TD></TR></TABLE>
None of the backsides of any of my welds look like that..wow. What metal is that? I know my manifold doesn't look good, but I also know it won't disintegrate. No way. I do have a back purging setup, but I was having a lot of problems with it. I was using duct tape on the flange and it kept melting and pissing me off, etc. So then I used aluminum foil instead. But to tell the truth, there wasn't really that much of a difference in appearance between the parts that were backpurged vs not. I know some of the backpurging was legit, and I compared those areas to those I couldn't backpurge, like the wastegate connection, and actually ground some of the welds down there with a carbide bit in my die grinder (doesn't melt the metal together as it cuts, almost no heat), and under that initial surface, they're identical. My next manifold I'll use a Lot less filler, sand/wire wheel everything, and be extra careful with the backpurging, making sure to create sealed clear flow paths for the argon, so it displaces the air, instead of possibly mixing partially with it. I'll also try using more than 1 pass to do each weld. I'll post up another manifold in about a week..
</TD></TR></TABLE>
None of the backsides of any of my welds look like that..wow. What metal is that? I know my manifold doesn't look good, but I also know it won't disintegrate. No way. I do have a back purging setup, but I was having a lot of problems with it. I was using duct tape on the flange and it kept melting and pissing me off, etc. So then I used aluminum foil instead. But to tell the truth, there wasn't really that much of a difference in appearance between the parts that were backpurged vs not. I know some of the backpurging was legit, and I compared those areas to those I couldn't backpurge, like the wastegate connection, and actually ground some of the welds down there with a carbide bit in my die grinder (doesn't melt the metal together as it cuts, almost no heat), and under that initial surface, they're identical. My next manifold I'll use a Lot less filler, sand/wire wheel everything, and be extra careful with the backpurging, making sure to create sealed clear flow paths for the argon, so it displaces the air, instead of possibly mixing partially with it. I'll also try using more than 1 pass to do each weld. I'll post up another manifold in about a week..