

How many amps does it typically take you guys to weld sch 40 stainless?

Thread Starter
Honda-Tech Member
Joined: Feb 2002
Posts: 9,455
Likes: 3
From: I heart tool, US
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by Want2race »</TD></TR><TR><TD CLASS="quote">300 amps..
Now.. seriously.. we need a thickness.. </TD></TR></TABLE>
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by 4cefed »</TD></TR><TR><TD CLASS="quote">he said sch 40</TD></TR></TABLE>

I'm wondering also, if I should do less amps and 2 passes, or high amps and 1 pass. I will really only be welding turbo manifolds.
Now.. seriously.. we need a thickness.. </TD></TR></TABLE>
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by 4cefed »</TD></TR><TR><TD CLASS="quote">he said sch 40</TD></TR></TABLE>
I'm wondering also, if I should do less amps and 2 passes, or high amps and 1 pass. I will really only be welding turbo manifolds.
Honda-Tech Member
Joined: May 2003
Posts: 2,830
Likes: 0
From: kzoo, small town mi, usa
130 amps (obviously i dont floor the pedal) at the power source. When welding stainless, you need to get it hot really fast, and go like hell when you weld it. Otherwise you will burn the carbide up back into the chromium and stuff. No really its true. If you go slow you will bet a lot of sugaring, and your weld zone will loook like ****. No color = bad. You want it to burst with color when its done.
Here is some that i've done
the top side bead that you see is me going hot and fast, the other side you can see the back has sugaring. My instructor told me to go slow, with low amps. And you see what happened.
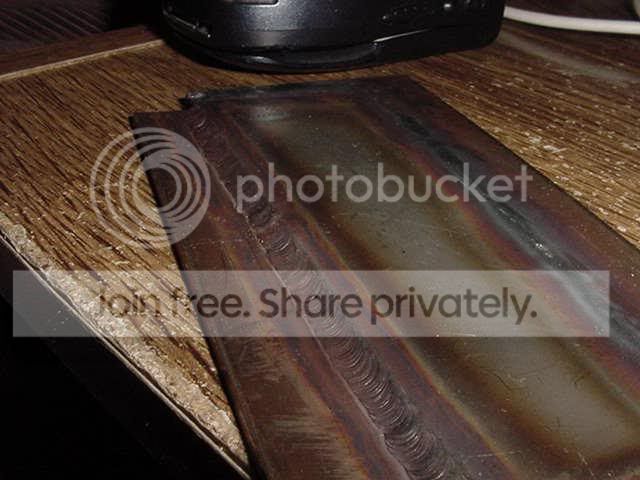
Notice the heat effected zone. Think of welding stainless as boiling a pot of water. Lower amps doesn't mean you won't burn up the metal. It just takes longer to get it hot, and by the time you have gotten hot enough to weld, your h.e.z. is out of whack, and the rest of your weld will be too hot to maintain good color and still retain good stainless characteristics. Weld hot and fast.
Here is some that i've done
the top side bead that you see is me going hot and fast, the other side you can see the back has sugaring. My instructor told me to go slow, with low amps. And you see what happened.
Notice the heat effected zone. Think of welding stainless as boiling a pot of water. Lower amps doesn't mean you won't burn up the metal. It just takes longer to get it hot, and by the time you have gotten hot enough to weld, your h.e.z. is out of whack, and the rest of your weld will be too hot to maintain good color and still retain good stainless characteristics. Weld hot and fast.
Trending Topics
Who is Mr Robot?
iTrader: (2)
Joined: Jul 2004
Posts: 21,474
Likes: 10
From: ATL - Where the Pimps and Players dwell
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by Bryson »</TD></TR><TR><TD CLASS="quote">
I'm wondering also, if I should do less amps and 2 passes, or high amps and 1 pass. I will really only be welding turbo manifolds. </TD></TR></TABLE>
i would two passes... one root pass for penetration then a 2nd for that cool look everyone wants, lol
I'm wondering also, if I should do less amps and 2 passes, or high amps and 1 pass. I will really only be welding turbo manifolds.
</TD></TR></TABLE>i would two passes... one root pass for penetration then a 2nd for that cool look everyone wants, lol
Honda-Tech Member
Joined: May 2003
Posts: 2,830
Likes: 0
From: kzoo, small town mi, usa
<TABLE WIDTH="90%" CELLSPACING=0 CELLPADDING=0 ALIGN=CENTER><TR><TD>Quote, originally posted by PhoenixTurboJesse »</TD></TR><TR><TD CLASS="quote">still looks alittle hot...
usually 80-100 amps for me and im never full pedal..</TD></TR></TABLE>
I agree. Those welds were from a long time ago, and they are barely within color.
usually 80-100 amps for me and im never full pedal..</TD></TR></TABLE>
I agree. Those welds were from a long time ago, and they are barely within color.

Thread
Thread Starter
Forum
Replies
Last Post
GapxGuy
Audio / Security / Video
8
Jan 12, 2007 03:57 PM
Loco Honkey
Welding / Fabrication
4
Jun 12, 2006 05:38 AM