
Some of my welds
 03-28-2011, 03:51 PM
03-28-2011, 03:51 PM
#1
Honda-Tech Member
Thread Starter
Join Date: Jun 2004
Location: Kent, WA, USA
Posts: 426
Likes: 0
Received 0 Likes
on
0 Posts
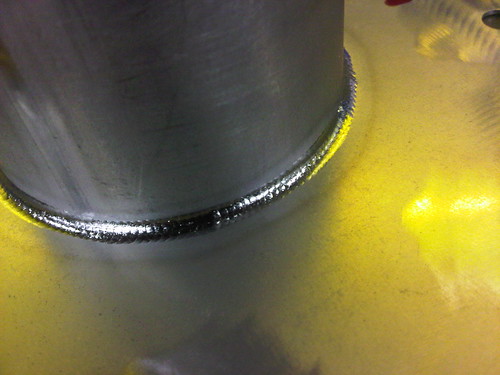
This is made with .028 wall 321 SS with .035 filler. I can't show the pictures of the actual product because I work in aerospace and they like that to be confidential. I'll probably take some pictures of my Ti work and Inconel whenever I have time. As far as my background goes, I have 7 years of welding experience in the aerospace industry and spent a little bit of time in auto fabrication building race car safety equipment such as roll cages, harness bars, custom one offs and etc...
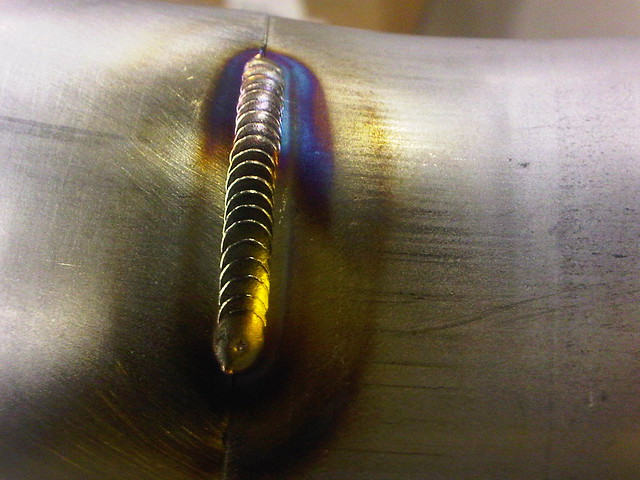
Partial pass showing a bit of fit-up and ball drop technique.

All cleaned up.

little less filler, slight ball drop into puddle.
I'll have more pictures when I can find the time to snap some. Let me know what you guys think.
CPTi .035 filler, some ball dropped some not...



Partial pass showing a bit of fit-up and ball drop technique.
All cleaned up.
little less filler, slight ball drop into puddle.
I'll have more pictures when I can find the time to snap some. Let me know what you guys think.
CPTi .035 filler, some ball dropped some not...
Last edited by damnraz; 03-31-2011 at 03:12 PM. Reason: pictures
 03-28-2011, 04:21 PM
03-28-2011, 04:21 PM
#3
Honda-Tech Member
Thread Starter
Join Date: Jun 2004
Location: Kent, WA, USA
Posts: 426
Likes: 0
Received 0 Likes
on
0 Posts
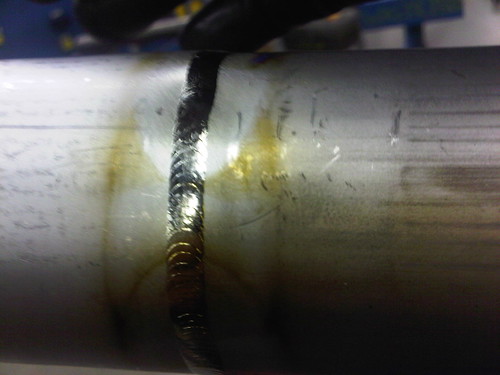
347 Filler metal, Spec: AMS 5680, I haven't took any inside shots yet but I'll tell you that the inside of the weld looks exactly like the outside except with better purge, I'm running a size 12 gas lens with 1/16 thoriated tungsten ground at a 30 degree point, about an 1/8 inch away from the work piece to provide consistent amps/voltage while angling my torch at about 20 degrees. Feeding wire and letting it ball up to the correct size and dropping it in. Went a little fast because it is production and that's why you see color on the HAZ. Purge is set about 20 CFH for pre/post flow, and back purged at about the same also using neoprene plugs. That's more information than you asked for but hey...
03-29-2011, 05:14 AM
#6
OG Fabricator
Join Date: Dec 2006
Location: Calgary, Alberta, Canada
Posts: 1,342
Likes: 0
Received 0 Likes
on
0 Posts
Looks very consistent. That is similar to how the old guys like that look for aluminum.
It has a "classic" TIG look, and is appealing to the eye. Nice job.
It has a "classic" TIG look, and is appealing to the eye. Nice job.
03-29-2011, 02:39 PM
#7
Honda-Tech Member

Join Date: Sep 2004
Location: Fargo, ND, US
Posts: 1,257
Likes: 0
Received 0 Likes
on
0 Posts
Looks very professional. What position was this welded in? And roughly how long does this weld take you start to finish?
Interesting welding style also. Very consistent.
Interesting welding style also. Very consistent.
Trending Topics
 03-29-2011, 06:33 PM
03-29-2011, 06:33 PM
#9
Honda-Tech Member
Thread Starter
Join Date: Jun 2004
Location: Kent, WA, USA
Posts: 426
Likes: 0
Received 0 Likes
on
0 Posts
I welded this in a 6G position and it usually takes me a minute or two to weld it freehand, if I used a positioner on a tube that is more true to the joint itself it would just take about 30 seconds. Welding on a positioner takes a bit of skill also, but if you have a consistent way of feeding your wire it will look like a robot did the work. All it takes is one pass since the wall thickness is .028" and this is a 2" tube. I have some titanium I took a snap shot of on my phone I'll post those in a few minutes.
03-29-2011, 06:34 PM
#10
Honda-Tech Member
Thread Starter
Join Date: Jun 2004
Location: Kent, WA, USA
Posts: 426
Likes: 0
Received 0 Likes
on
0 Posts
03-29-2011, 06:40 PM
#11
Honda-Tech Member
Thread Starter
Join Date: Jun 2004
Location: Kent, WA, USA
Posts: 426
Likes: 0
Received 0 Likes
on
0 Posts
I'll show you what a pulsed weld looks like, the correct way at least... I hear people say it's cheating but if you understand how to set up the weld parameters and what it's useful for then you're golden. Most of my fillet welds I do with Ti are pulsed, but I just don't pulse the parent material itself, but the filler rod. Just imagine how someone would braze something, or weld with silicon bronze. Melting filler right onto the material with minimal HAZ.
Try this, lay your filler rod flat against a plate, if you have a pulser set it like this:
background amps 25%
peak amps 75%
pulses per minute 1.3 should be sufficient
amps: your call
lay your wire on the plate like your creating a concave shape at 45 degrees. Point your torch towards you roughly 30 degrees and ball up your filler until it begins to wet and adhere to the plate, and slight pressure on your filler wire (pushing foward) and pushing it down to the work piece and move every 1/16 of an inch or so with every pulse. This works great in 2F positions, vertical. Give it a try and let me know what you think.
oh btw those are not pulsed welds
Try this, lay your filler rod flat against a plate, if you have a pulser set it like this:
background amps 25%
peak amps 75%
pulses per minute 1.3 should be sufficient
amps: your call
lay your wire on the plate like your creating a concave shape at 45 degrees. Point your torch towards you roughly 30 degrees and ball up your filler until it begins to wet and adhere to the plate, and slight pressure on your filler wire (pushing foward) and pushing it down to the work piece and move every 1/16 of an inch or so with every pulse. This works great in 2F positions, vertical. Give it a try and let me know what you think.
oh btw those are not pulsed welds
03-29-2011, 06:48 PM
#12
Who is Mr Robot?
iTrader: (2)
Join Date: Jul 2004
Location: ATL - Where the Pimps and Players dwell
Posts: 21,474
Likes: 0
Received 10 Likes
on
10 Posts
looks like we have yet another Engloid.... welds look gorgeous, you put some robots to shame..
Please come weld all of my fabrication stuff lol
Please come weld all of my fabrication stuff lol
03-31-2011, 03:07 PM
#13
Honda-Tech Member
Thread Starter
Join Date: Jun 2004
Location: Kent, WA, USA
Posts: 426
Likes: 0
Received 0 Likes
on
0 Posts
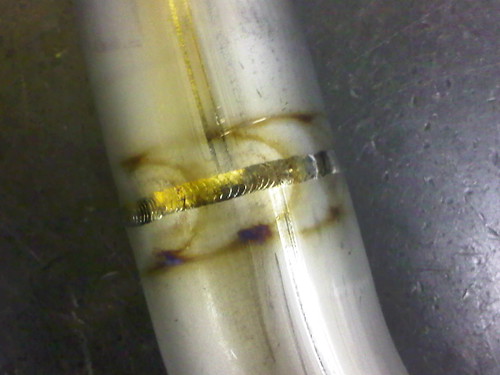
CPTi .020 wall, 2" tube using .045 filler. Pulsing the wire with set schedule I found that works well.
42 amps
33% peak
25% background
2.0 PPS
Using a positioner set at 20 RPM
Why using the pulser is an advantage in the aerospace industry and how to use it properly... I lay the filler in the joint at 45 degrees while slight pushing and bending it into a concave shape while maintaining control of the filler, sometimes it wants to walk away from you if your slightly off on your angle of how you feed but the advantage of something like this on a real thin wall and the use of a heat sink is that it offers a smaller HAZ and no suck back here's an example:



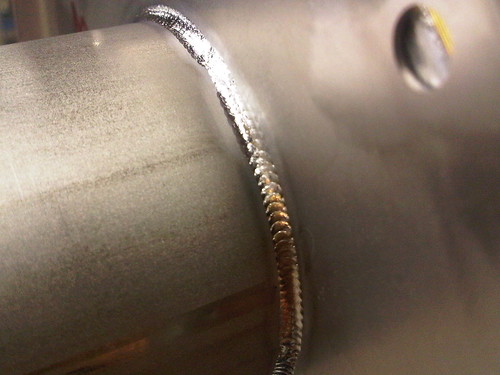
Also as you can see there's plenty of positive reinforcement, pulsing = cheating? I don't think so...
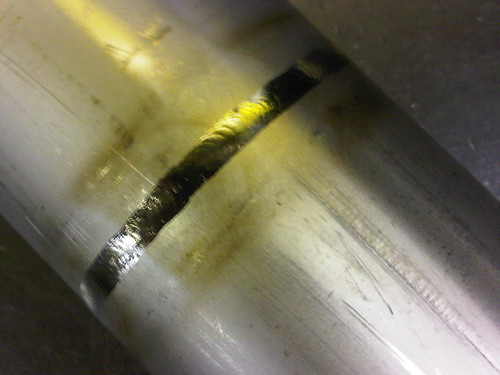
Here's another picture of SS 321 flange/tube weld, no filler added and I will tell you why so you can get a better understanding...
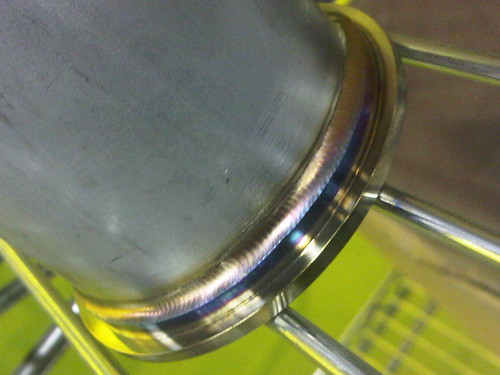
Now picture the flange onto the tube with a lip, simular to a lap weld, the reason I didn't use filler is because I decided to consume the edge of the lip as another option of adding filler, I also did this on the positioner with my torch set at 90 degrees above the work piece and 35 degrees towards myself, once I began my arc the edge of the lip begins to wet while using a pulser, just imagine that edge of the lip melting and kind of sliding over to the parent material creating positive reinforcement, therefore the throat, toe, and face of the weld is all good according to whatever the specification I welded to. Is this cheating? Or is it an advantage when you need to make sure you don't penetrate through the parent and have absolutely no suck back, you tell me...
Tell me what you think guys ;p
Last edited by damnraz; 03-31-2011 at 03:57 PM.
 03-31-2011, 04:25 PM
03-31-2011, 04:25 PM
#15
Honda-Tech Member
Join Date: Apr 2006
Location: Wichita, KS, USA
Posts: 55
Likes: 0
Received 0 Likes
on
0 Posts
Most specs I've seen allow melt thru on a fillet. Suckback is not. So why try so hard not to get any penetration? Also does the spec you welded to allow you to do fillet welds without any filler? Just curious
03-31-2011, 04:56 PM
#16
Honda-Tech Member
Thread Starter
Join Date: Jun 2004
Location: Kent, WA, USA
Posts: 426
Likes: 0
Received 0 Likes
on
0 Posts
yes I can create an autogenius (fusion) weld, as long as it fits within spec. There are thousands of specs out there but if you're in the aerospace business and you want to build/weld to customer standards you'll have to build to there standards. I think I got it down and I love to provide quality over quantity good thing I can balance those two well together.
oh and we are allowed melt through but not much, forgot to answer that for you
anymore questions you might like to ask?
03-31-2011, 06:11 PM
#17
Honda-Tech Member
Join Date: Apr 2006
Location: Wichita, KS, USA
Posts: 55
Likes: 0
Received 0 Likes
on
0 Posts
Yea 1 more. Are your coworkers as good as you are? lol
I have a little over a year in the aerospace industry as a welder. Worked at Bombardier Learjet for 5.5 months then got layed off. This new place I'm at I had to certify to d17.1 specs, and I'm still learning a lot all the time. Learning the specs and making sure my welds meet/exceed the criteria has helped me become a better welder. Experience helps too
I have a little over a year in the aerospace industry as a welder. Worked at Bombardier Learjet for 5.5 months then got layed off. This new place I'm at I had to certify to d17.1 specs, and I'm still learning a lot all the time. Learning the specs and making sure my welds meet/exceed the criteria has helped me become a better welder. Experience helps too
03-31-2011, 07:58 PM
#19
Honda-Tech Member
Thread Starter
Join Date: Jun 2004
Location: Kent, WA, USA
Posts: 426
Likes: 0
Received 0 Likes
on
0 Posts
The first pictures I posted were not pulsed but manually welded with me feeding wire, but the newer ones on the bottom is pulsed and I decided to post it because I wanted to show people the advantages of pulsing.
03-31-2011, 08:08 PM
#20
Honda-Tech Member
Thread Starter
Join Date: Jun 2004
Location: Kent, WA, USA
Posts: 426
Likes: 0
Received 0 Likes
on
0 Posts
Yea 1 more. Are your coworkers as good as you are? lol
I have a little over a year in the aerospace industry as a welder. Worked at Bombardier Learjet for 5.5 months then got layed off. This new place I'm at I had to certify to d17.1 specs, and I'm still learning a lot all the time. Learning the specs and making sure my welds meet/exceed the criteria has helped me become a better welder. Experience helps too
I have a little over a year in the aerospace industry as a welder. Worked at Bombardier Learjet for 5.5 months then got layed off. This new place I'm at I had to certify to d17.1 specs, and I'm still learning a lot all the time. Learning the specs and making sure my welds meet/exceed the criteria has helped me become a better welder. Experience helps too
03-31-2011, 09:40 PM
#21
OG Fabricator
Join Date: Dec 2008
Location: texas
Posts: 1,073
Likes: 0
Received 0 Likes
on
0 Posts
no foot pulsing? lol sorry to keep asking. even when i "ball drop" i dont get a weld that looks like that, now if i use, say .08-1.2pps i get a weld like that. mad skills bro. keep it up
04-01-2011, 03:27 PM
#22
Honda-Tech Member
Thread Starter
Join Date: Jun 2004
Location: Kent, WA, USA
Posts: 426
Likes: 0
Received 0 Likes
on
0 Posts
No foot pulsing at all, I think it's because you're welding thicker schedule pipe so overheating can be an issue. I recommend trying to find the least amount of amps to penetrate through your root, and ball drop on the cap see if that works well... make sure you're consistently moving your torch though.

